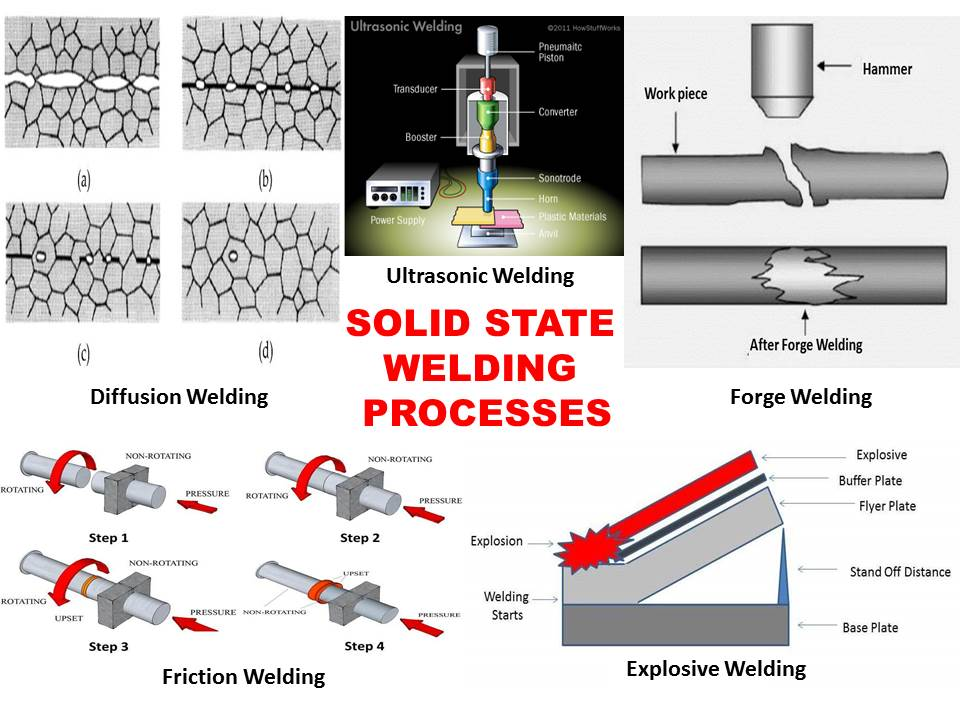
¿Qué es el proceso de soldadura por difusión? ¿Guía de proceso paso a paso?
2021-04-11¿Qué es la soldadura por difusión?
El proceso de soldadura por difusión.puede ser un control estatal fuerte. Este manejo se logra mediante diseminación, lo que crea una unión entre los individuos que esperan por un período prolongado de prácticas de peso impresionante a alta temperatura. Las principales características de este mango son que no presenta deformaciones visibles ni movimiento respectivo en ninguna de las piezas unidas, así como no licua la tela base.
¿Qué es el proceso de soldadura por difusión?
La unión por difusión es famosa por la soldadura por difusión. Este mango trabaja sobre la pauta esencial de difusión (difusión). La diseminación implica el desarrollo de partículas o moléculas desde un lugar de alta concentración hasta un lugar de mínima concentración. Ésta suele ser la principal directriz de vinculación de difusión.
En este mango de unión ambas placas de unión se colocan una encima de la otra para lograr un gran peso y calidez durante mucho tiempo. Esta restricción de peso comienza a diseminarse en el medio del plano de configuración.
Podemos acelerar esta difusión con prácticas de suficiente calidez. Este calor no consigue ablandar las placas de unión. El nivel de calor es aproximadamente del 50 al 60 % del calor de ablandamiento.
Todo este manejo ocurre en un entorno vacío o inactivo. Este entorno ayuda a que las placas de unión no se oxiden.
Pasos en el proceso de soldadura por difusión.
El proceso de soldadura por difusión.consta de los siguientes pasos:
- Para la unión se disponen primero ambos planos de la placa de unión. En este mango, ambos planos de la versión Trans tienen un nivel similar, lo cual es un requisito previo fundamental del método de difusión.
- El avión versión Trans debe automatizarse, pulirse y limpiarse bien para evacuar todas las impurezas químicas del avión.
- Una molécula de impureza puede disminuir la diseminación entre las superficies de enlace.
- Después de esto, ambas placas se superponen con la ayuda de las garras.
- Un alto peso y calidez se unieron en esta reunión para iniciar la difusión.
- Estas condiciones se mantuvieron durante un largo período para su legítima difusión.
- Al principio de este método, se produce una distorsión de la vecindad en el plano de la versión Trans debido al rastreo y la abdicación.
- Actualmente, se pone en marcha la difusión que enmarca una versión de Tran al límite.
- Además, ambas superficies están legítimamente mezcladas, lo que crea un vínculo sólido.
- La línea fronteriza de la versión Trans desaparece, lo que enmarca un vínculo claro. Este tiene todas las características y durabilidad como el tejido base.
¿Cuáles son las variables en el proceso de soldadura por difusión?
DFW significa proceso de soldadura por difusión tiene alguna variable que afecta su proceso la cual es la siguiente:
¿Cómo afecta el tiempo a la soldadura por difusión?
El tiempo es una de las variables importantes. El tiempo necesario para realizar la difusión nuclear depende de la temperatura. Los períodos largos acabaron resultando cada vez menos viables. El tiempo requiere que no puedas decidir esencialmente pero debes verificar tentativamente. Una vez finalizado el proceso de soldadura, los períodos prolongados no incluirán las características.
¿Cómo afecta la presión a la soldadura por difusión?
El peso influye directamente en el resultado de laproceso de soldadura por difusióny su importancia es extraordinaria, especialmente en las etapas introductorias del proceso. Tiene una conexión con el punto abdicado de la composición de las telas, pero es difícil negociarlo en hipótesis como un valor predeterminado.
Even though neighborhood distortion is present at the linking point like a fundamental organization within the handle. Pressure has for the most part restriction for the least need to induce great outcome, since of tall gear expense with tall compression. Weight and warmth will allow the execution of reasonable links in worthy time.
How temperature affects welding process?
It is the foremost critical variable. The selection and maintenance of temperature should be perfect so that material should be free from transformations.
What is equipment in the diffusion welding process?
Mostly equipment like devoicing/tooling, built extraordinarily for the things which are going to weld. The required warm source, presses as well as autoclaves got to be adjusted for giving the desired environment, in some cases inserted in ceramic blueprints.
Which materials we can weld through the diffusion welding process?
Titanium combinations, aluminum amalgams, nickel amalgams, as well as distinctive alloys of fabrics are not effectively joined by conventional methods. Steels are ideally weld by elective more financial methods. But expansive, level surfaces of moo carbon steel are weld through diffusion welding process without utilizing filler metal beneath the correct conditions.
What are the applications of the diffusion welding process?
Here are some applications of the proceso de soldadura por difusión:
- It has utilization in welding refectory metals which have utilization in aviation and atomic industries.
- La soldadura por difusión se utiliza para soldar titanio y berilio, así como metales de circonio y sus amalgamas.
- Puede unir amalgamas de níquel como Inconel y Udimet creada, etc.
- Se utiliza para soldar metales distintivos como Cu a Al y Cu a Ti.
¿Cuáles son las ventajas del proceso de soldadura por difusión?
Todo tiene algunas ventajas sobre otras cosas pero también tiene algunos inconvenientes. A continuación se muestran algunas ventajas delproceso de soldadura por difusión.
- La unión después de la soldadura tiene características físicas y químicas similares a las del átomo principal.
- Este mango produce una soldadura limpia. Esta soldadura está libre de roturas y porosidades según la versión de Tran.
- Proporciona una gran resistencia a la medición, por lo que se utiliza para fabricar componentes precisos.
- Con este método se pueden unir tejidos comparables y divergentes.
- No utiliza tela de relleno que se utiliza en el método de soldadura por arco.
- Se pueden soldar telas y formas complejas mediante este proceso.
- Tiene bajos gastos de funcionamiento.
- Es básico en el trabajo.
- Esta fuerte manija evita los problemas de la soldadura combinada.
- Son posibles enlaces de distintos materiales.
- Se pueden soldar varios elementos en una sola configuración al mismo tiempo.
- Está altamente informatizado y no requiere una fuerza laboral capacitada.
- Proporciona una menor contracción comparable con otros procesos de soldadura diferentes.
¿Cuáles son las desventajas del proceso de soldadura por difusión?
Todo tiene algunas ventajas sobre otras cosas pero también tiene algunos inconvenientes. Aquí hay algunas desventajas/limitaciones delproceso de soldadura por difusión.
- Hardware caro, especialmente para soldaduras grandes.
- Arreglo costoso con el acabado de la superficie y una limpieza poco común.
- Se necesita un entorno protector o vacío.
- Requiere un largo período de finalización.
- No es adecuado para altas tasas de generación.
- Se pueden acceder a estrategias limitadas de evaluación defensiva.
- La diferencia en el desarrollo cálido de los individuos puede requerir una atención extraordinaria.
- Aunque el gasto de funcionamiento es mínimo, el gasto de instalación inicial es bastante alto.
- El proceso de soldadura por difusión.lleva mucho tiempo.
- La planificación de las piezas es básica y puede resultar complicada.
- El engranaje accesible limita la estimación de la soldadura.
- La soldadura por difusión no tiene aplicación para la producción en masa.
- El resultado depende en gran medida de los parámetros de soldadura, como la temperatura, el peso, el recubrimiento de la superficie del tejido y el material de soldadura.
La soldadura por difusión puede ser una estrategia de vinculación sólida que permita la vinculación completa de la versión de Tran. No tiene ninguna zona afectada caliente, pero la porción completa ha sido sometida a un tratamiento cálido. Mediante la difusión de partículas sobre los planos de retención se crea un compuesto sólido.

