Aluminium Extrusion manufacturer: A Guide to Extrusion
2020-08-25Aluminum Extrusion manufacturer: A Step by Step Extrusion Process
In recent times, there has been an increased demand for Aluminium Extrusion in product manufacturing and design. This led to an increase in the demand for a professional and reliable Aluminium Extrusion manufacturer. Technavia presented a report showing that there would be an annual growth rate of almost 4%.
In case, you are unaware of this manufacturing process, you are in the right place. In the course of this article, we will talk about Aluminium Extrusion in detail. So, without any further delay, let us get started!
알루미늄 압출 가이드
알루미늄 압출이란?
특정 단면 프로파일을 사용하는 동안 알루미늄 합금 재료를 다이를 통해 강제하는 프로세스입니다. 제조업체는 강력한 램을 사용하여 다이를 통해 알루미늄을 뿌립니다. 강렬한 압력으로 인해 알루미늄이 다이 개구부에서 나옵니다.
알루미늄이 다이 전면에서 나오면 다이와 모양이 같습니다. 그런 다음 런아웃 테이블이 알루미늄을 꺼냅니다. 알루미늄 압출은 특히 기본 수준에서 프로세스를 이해하기 쉽습니다.
재료를 꺼내기 위해 튜브를 압착하는 것과 같이 다이의 전면을 통해 알루미늄을 밀기 위해 적용된 힘을 연결할 수 있습니다. 튜브 내부에 존재하는 물질은 압력을 가한 후 튜브의 구멍과 같은 모양을 갖습니다.
따라서 알루미늄 모양은 다이의 개방에 따라 달라집니다. 둥근 모양의 경우 사각형, 사각형 개구부 등의 둥근 개구부가 필요합니다.
돌출 할 모양
돌출 된 모양을 세 가지 범주로 분류합니다.
1. 솔리드
솔리드 모양에는 밀폐 된 개구부 나 보이드가 없습니다. 각도, 빔 또는 막대는이 특정 범주에 속하는 일반적인 예입니다.
2. Hollow
할로윈에는 보통 하나 이상의 공극이 있습니다. 예를 들어 직사각형 튜브 또는 정사각형 튜브입니다.
3. Semi-hallow
이러한 모양은 일반적으로 부분적으로 둘러싸인 공간을 가지고 있습니다. 예를 들어, 좁은 간격을 가진 "C"채널.
Extrusion is popular among numerous industries including the energy, aerospace, electronics, automotive, architecture, and several other industries. You can achieve even extremely complex shapes by using multiple extrusion processes.
The Aluminium Extrusion Process
Below, we have explained the Aluminium Extrusion process in ten steps.
Step 1: Preparing and Moving the Extrusion Die
For starters, an Aluminium Extrusion manufacturer would use H13 steel for the machining a round-shape die. Of course, some manufacturers would already have the desired shape. In that case, they would simply pull it out from their warehouse.
The die needs to be preheated between 450 to 500 degrees Celsius. This would not only help maximize the lifespan of the die but at the same it, it would make sure that the metal flows evenly. Once you preheat the die, you can load it into the extrusion press.
Step 2: Heating Aluminum Billet Before Extrusion
The next step is heating the aluminum billet. It is basically a cylindrical solid block of aluminum alloy. Manufacturers extract the billet form a longer log of aluminum alloy material. You should have to preheat this in an oven. The temperature needs to be between 400 to 500 degrees Celsius.
Heating the billet would not melt it completely. However, it would make it malleable enough to yield to the extrusion process.
Step 3: Transferring Extrusion to the Billet Press
Once you heat the billet as required, it would mechanically be transferred to the extrusion press. However, applying a release agent or a lubricant onto the billet is important. This step needs to take place before the loading of the billet into the press.
Also, it is important to apply the same release agent to the extrusion ram. Doing so would ensure that the ram and the billet do not stick together.
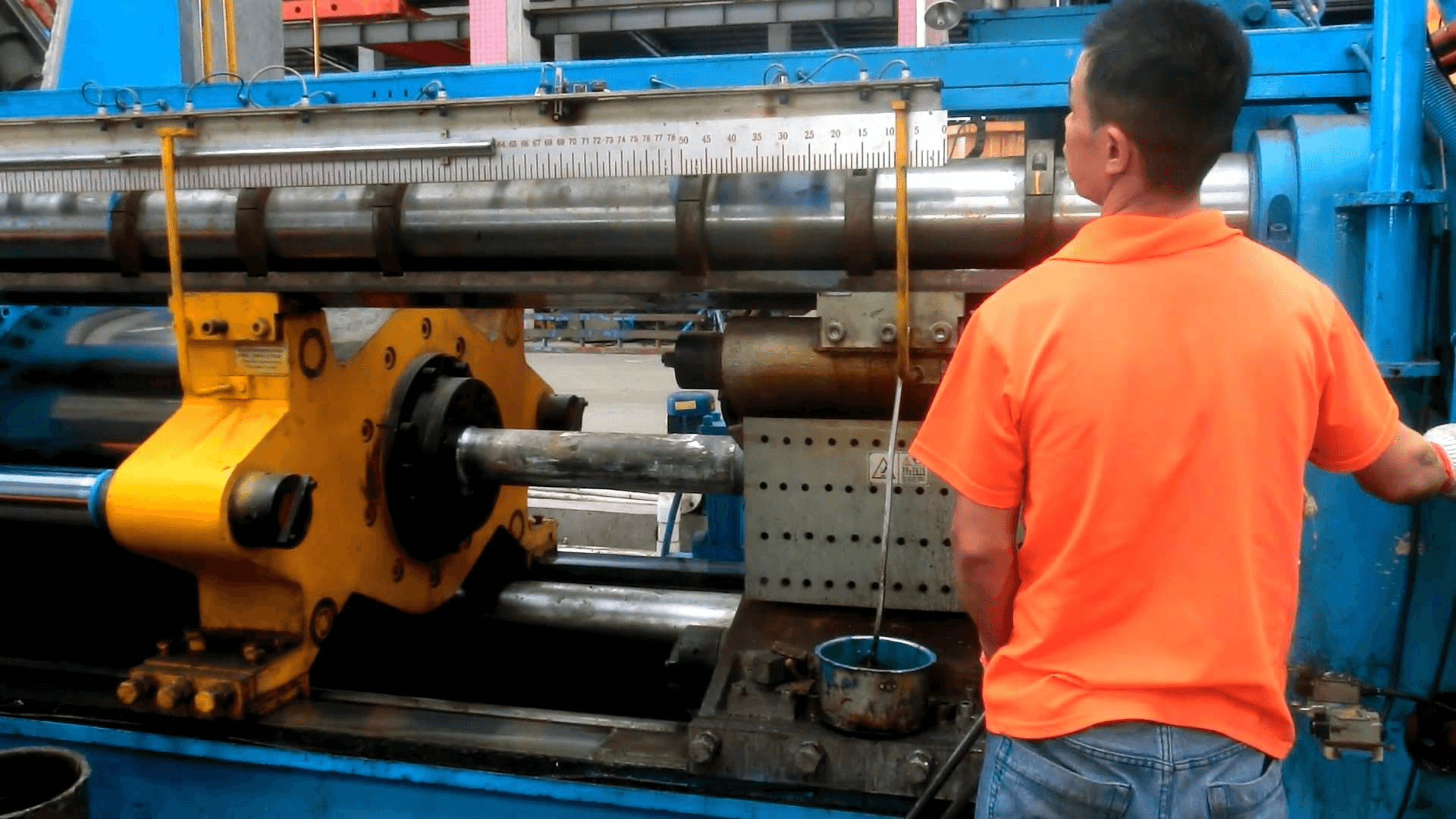
Step 4: Pushing the Billet in the Container
After transferring the billet to the extrusion press, it is time for the apply the pressure. The ram would apply around 15,000 tons of pressure to the malleable billet. The application of the pressure forces the billet into the extrusion press’ container.
The material than would expand and gradually fill the container walls.
Step 5: Extruded Material Coming Out of the Die
재료가 용기를 채운 후에도 램은 여전히 압력을 가하고 있습니다. 이제 재료가 압출 다이에 밀착된다는 것을 의미합니다. 지속적인 압력으로 인해 알루미늄 재료는 다이의 개구부를 통과합니다.
다이 개구부에서 나오면 다이 개구부와 똑같은 모양입니다. 이것은 지금까지 원하는 모양을 얻었음을 의미합니다.
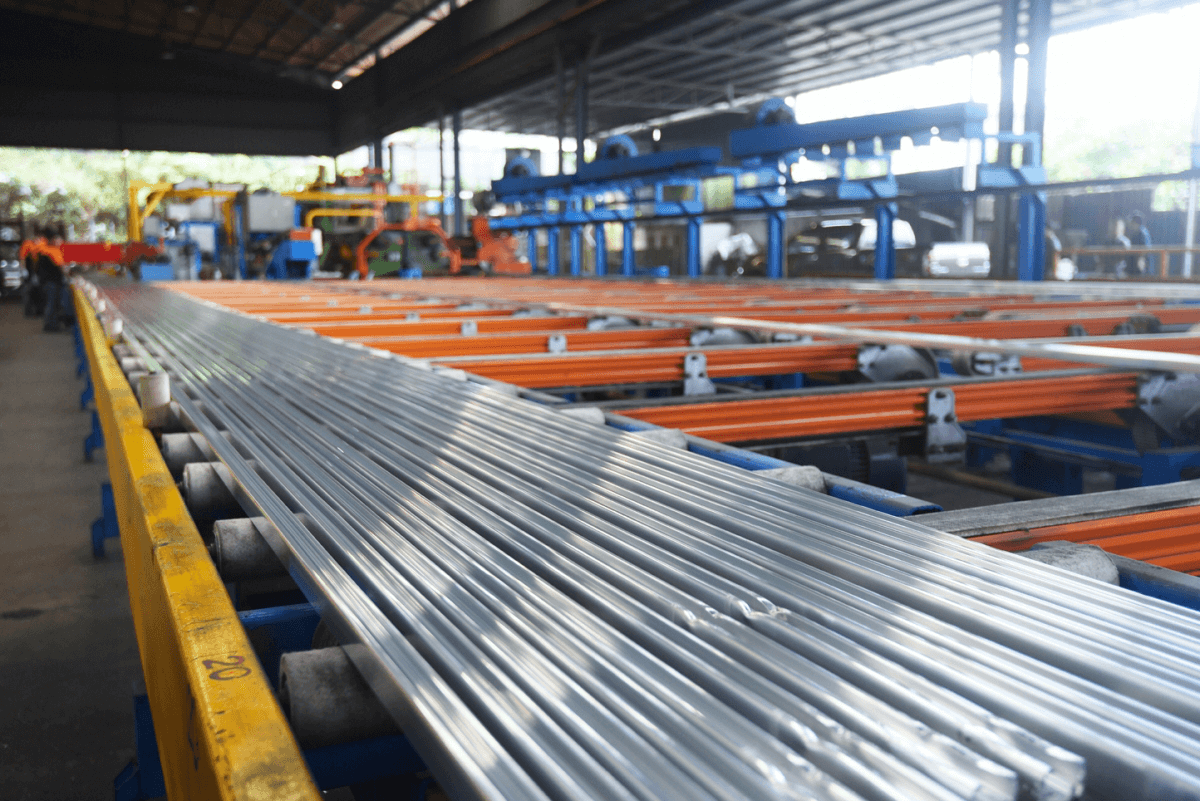
6 단계 : 담금질 및 런아웃 테이블
압출이 다이의 전면에서 나오면 풀러가 다이를 고정합니다. 이 풀러는 런아웃 테이블과 함께 가이드를 담당합니다. 테이블의 속도는 압출이 프레스에서 나오는 속도와 일치합니다.
런아웃 테이블 이동으로 프로파일이 냉각됩니다. 견고 함을 유지하려면 균일하게 냉각해야합니다. 알루미늄 압출 제조업체 는 테이블 위에있는 팬을 사용하거나 수조에 의존합니다.
7 단계 : 압출 전단
압출이 전체 테이블 길이에 도달 한 후에는 압출 공정에서 떼어 낼 때가 아닙니다. 이 특별한 목적을 위해 제조업체는 뜨거운 톱을 사용합니다. 톱은 압출 공정에서 특정 압출을 분리합니다.
참고 : 온도는 압출 공정에서 매우 중요한 측면입니다. 압출 공정의 모든 단계에서이를 면밀히 확인해야합니다.
프레스에서 나온 압출 물을 담금질하더라도 완전히 식히는 데는 여전히 시간이 필요합니다.
8 단계 : 실온에서 압출 냉각
After the shearing takes place, it is time to transfer the extrusion from the run-out table to the cooling table. This process would take place mechanically. Now the manufacturer would wait for the profile to reach room temperature before shifting it to some other place.
After they cool down, it is important to let them stretch.
Step 9: Moving Extrusion to Stretcher
Sometimes, there is a certain twisting that occurs in the profile. As a professional Aluminium Extrusion manufacturer, you would have to work on it. In order to correct the problem, you move the table length extrusion on to a stretcher.
Every profile is gripped from both sides. It would mechanically be pulled until it reaches the desired specifications.
Step 10: Sawed According to Specifications
Now that the table length extrusions are fully cooled and they are straight as well, it is time to transfer them to the saw table.
Here, these extrusions are sawed according to the length. In general, the length ranges from eight to twenty-one feet.
NOTE: The properties of extrusion at this particular stage are similar to that of the T4 temper. After sawing, it is possible to age the extrusion to T5 or T6. In order to do so, you would have to move them to an aging oven.
The Final Touches
After the completion of extrusion, it is possible to enhance the properties of the profiles by giving them heat treatments. To enhance the finished look of the extrusions, Aluminium Extrusion manufacturer uses different finish types.
However, these finishes need to be done the heat treatments. To bring the extrusion to their final dimensions, they need to go through different fabrication operations.
Improving Mechanical Properties
It is possible to enhance the tensile strength and stress taking ability of alloys in the 7000, 6000, and 2000 series. In order to get these enhancements, it is important to put the profiles into ovens. These heating treatments would bring the alloys to T5 or the T6 tempers.
Surface Enhancement
There are numerous finishing operations that aluminum profiles would undergo. Surface enhancements not only improve the overall appearance of the aluminum but at the same time, it also improves it corrosion properties.
For instance, when you anodize the aluminum, it would result in the natural occurrence of the oxide layer. Thus, resulting in the thickening of the metal. Also, the process would enhance the corrosion resistance of the profile. In addition, the metal would become more resistant to wear.
Likewise, it would result in a porous surface, it means that the surface would accept different colors. The surface emissivity would be enhanced as well.
There are some other finishing processes available as well. Some of them are listed below:
- Sandblasting
- 분말 코팅
- Painting
- Sublimation
요약
Aluminium Extrusion is a process that manufacturers use to create components and parts having certain cross-sectional profiles. To enhance both the properties and appearance of the aluminum, the manufacturer uses different mechanical and surface enhancement processes.
The 알루미늄 압출 제조업체 also uses certain fabrication process to acquire the final dimensions of the product. After all, their objective is to achieve high-quality aluminum parts.
In case, you are looking for an Aluminium Extrusion supplier or manufacturer, you can 우리에게 도달. We will provide you with all that you are looking for.

