Producător de extrudare din aluminiu: Un ghid pentru extrudare
25.08.2020Producător de extrudare din aluminiu: un proces de extrudare pas cu pas
În ultima perioadă, a existat o cerere crescută pentru extrudarea aluminiului în fabricarea și proiectarea produselor. Acest lucru a dus la o creștere a cererii pentru un producător profesionist și fiabil de extrudare din aluminiu. Technavia a prezentat un raport care arată că va exista o rată anuală de creștere de aproape 4%.
În cazul în care nu sunteți conștienți de acest proces de fabricație, sunteți în locul potrivit. În cadrul acestui articol, vom vorbi în detaliu despre extrudarea aluminiului. Deci, fără nicio altă întârziere, să începem!
A Guide on Aluminium Extrusion
What is Aluminium Extrusion?
It is a process that forces an aluminum alloy material through a die while using some specific cross-sectional profile. The manufacturer uses a powerful ram to pus the aluminum through the die. Due to the intense pressure, the aluminum comes out of the die opening.
When the aluminum comes out of the die’s front, it has the same shape as that of the die. A runout table then pulls out the aluminum. Aluminium Extrusion is easy to understand the process, especially at the fundamental level.
You can link the force applied to push the aluminum via the die’s front as to that of squeezing a tube to get the ingredient out. The substance present inside the tube would take the same shape as the opening of the tube after you apply pressure to it.
So, it means that aluminum shape would depend upon the opening of the die. For round shape, you would require round opening, for square, square opening, and so on.
Shapes to be Extruded
You categorize the extruded shapes in three different categories.
1. Solid
Solid shapes do not have enclosed openings or voids. Angle, beam, or the rod are common examples that fall under this particular category.
2. Hollow
Hallow usually comes with one or more voids. For instance, a rectangular tube or a square tube.
3. Semi-hallow
These shapes generally have a void that is partially enclosed. For example, the “C” channel having a narrow gap.
Extrusion is popular among numerous industries including the energy, aerospace, electronics, automotive, architecture, and several other industries. You can achieve even extremely complex shapes by using multiple extrusion processes.
The Aluminium Extrusion Process
Below, we have explained the Aluminium Extrusion process in ten steps.
Step 1: Preparing and Moving the Extrusion Die
For starters, an Aluminium Extrusion manufacturer would use H13 steel for the machining a round-shape die. Of course, some manufacturers would already have the desired shape. In that case, they would simply pull it out from their warehouse.
The die needs to be preheated between 450 to 500 degrees Celsius. This would not only help maximize the lifespan of the die but at the same it, it would make sure that the metal flows evenly. Once you preheat the die, you can load it into the extrusion press.
Step 2: Heating Aluminum Billet Before Extrusion
The next step is heating the aluminum billet. It is basically a cylindrical solid block of aluminum alloy. Manufacturers extract the billet form a longer log of aluminum alloy material. You should have to preheat this in an oven. The temperature needs to be between 400 to 500 degrees Celsius.
Heating the billet would not melt it completely. However, it would make it malleable enough to yield to the extrusion process.
Step 3: Transferring Extrusion to the Billet Press
Once you heat the billet as required, it would mechanically be transferred to the extrusion press. However, applying a release agent or a lubricant onto the billet is important. This step needs to take place before the loading of the billet into the press.
Also, it is important to apply the same release agent to the extrusion ram. Doing so would ensure that the ram and the billet do not stick together.
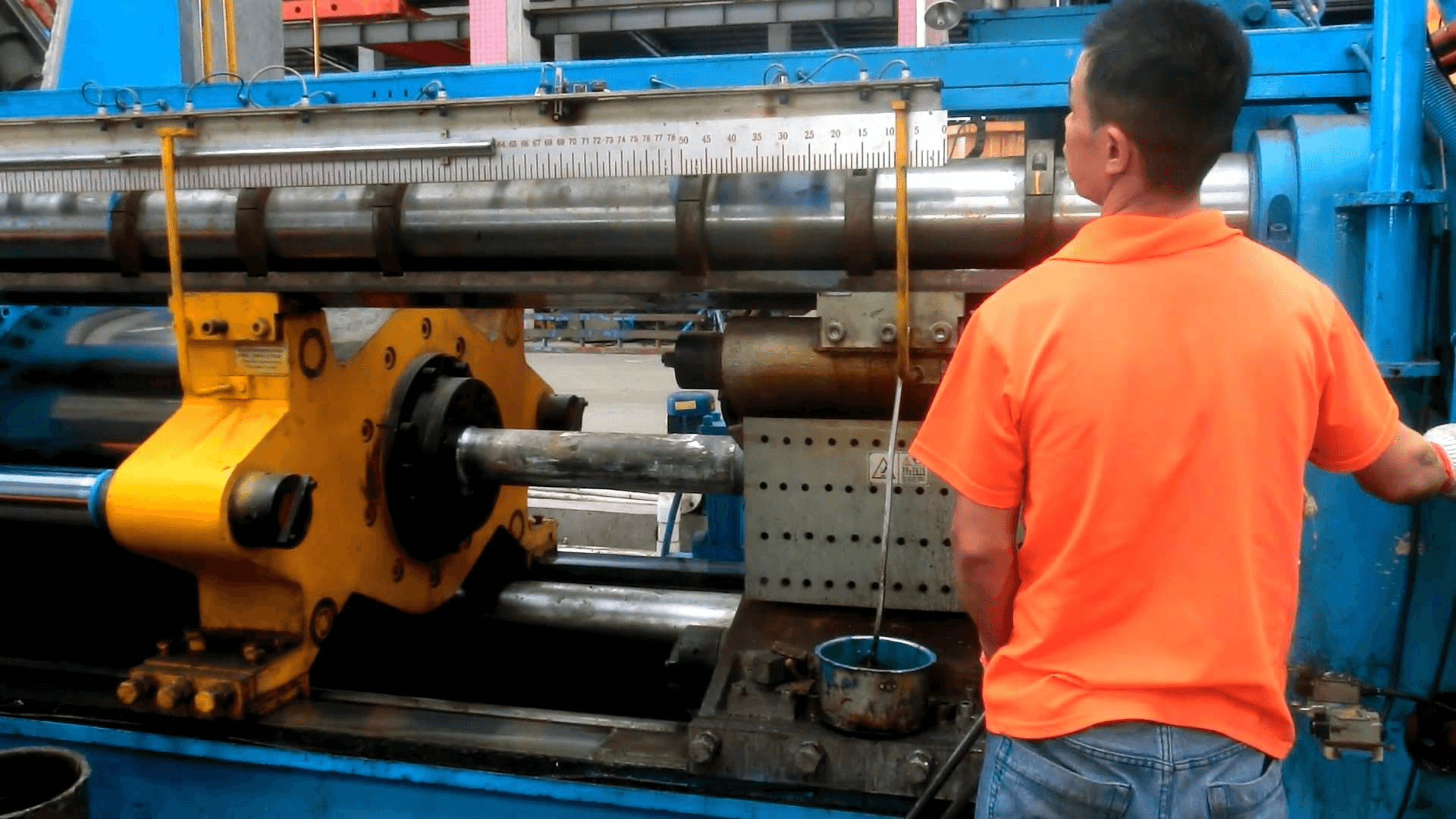
Step 4: Pushing the Billet in the Container
After transferring the billet to the extrusion press, it is time for the apply the pressure. The ram would apply around 15,000 tons of pressure to the malleable billet. The application of the pressure forces the billet into the extrusion press’ container.
The material than would expand and gradually fill the container walls.
Step 5: Extruded Material Coming Out of the Die
Even after the material fills the container, the ram is still applying pressure. It means that now the material is pushed against the extrusion die. Due to continuous pressure, the aluminum material would go through the die’s opening.
When it comes out from the opening of the die, it is in the exact shape as that of the die opening. This means, that you have achieved your desired shape so far.
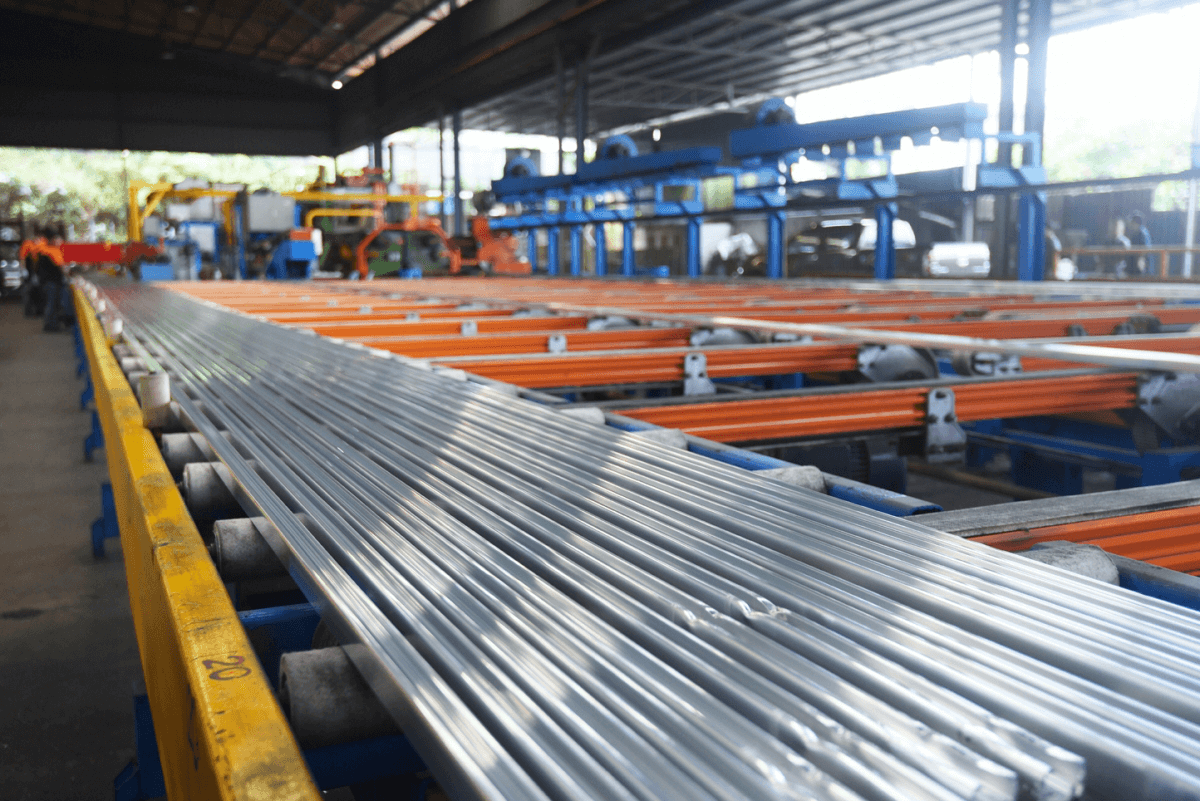
Step 6: Quenching and Runout Table
When the extrusion comes out from the die’s front, a puller holds onto it. This puller is then responsible for guiding it along with the run-out table. The speed of the table would match the speed at which the extrusion is coming out of the press.
With the run-out table movement, the profile is quenched. To ensure its sturdiness, it needs to be cooled uniformly. Aluminium Extrusion manufacturer either uses fans located above the table or they rely on water baths.
Step 7: Extrusion Shearing
After the extrusion has reached its full table length, it is not time to sheared it away from the extrusion process. For this particular purpose, manufacturers use a hot saw. The saw would separate the particular extrusion from the extrusion process.
NOTE: Temperature is an extremely important aspect of the extrusion process. You need to keep a close check on it at every stage of the extrusion process.
Even though you quench the extrusion after it leaves the press, it still requires time to fully cool down.
Step 8: Extrusion Cooling at Room Temperature
After the shearing takes place, it is time to transfer the extrusion from the run-out table to the cooling table. This process would take place mechanically. Now the manufacturer would wait for the profile to reach room temperature before shifting it to some other place.
After they cool down, it is important to let them stretch.
Step 9: Moving Extrusion to Stretcher
Sometimes, there is a certain twisting that occurs in the profile. As a professional Aluminium Extrusion manufacturer, you would have to work on it. In order to correct the problem, you move the table length extrusion on to a stretcher.
Every profile is gripped from both sides. It would mechanically be pulled until it reaches the desired specifications.
Step 10: Sawed According to Specifications
Now that the table length extrusions are fully cooled and they are straight as well, it is time to transfer them to the saw table.
Here, these extrusions are sawed according to the length. In general, the length ranges from eight to twenty-one feet.
NOTE: The properties of extrusion at this particular stage are similar to that of the T4 temper. After sawing, it is possible to age the extrusion to T5 or T6. In order to do so, you would have to move them to an aging oven.
The Final Touches
After the completion of extrusion, it is possible to enhance the properties of the profiles by giving them heat treatments. To enhance the finished look of the extrusions, Aluminium Extrusion manufacturer uses different finish types.
However, these finishes need to be done the heat treatments. To bring the extrusion to their final dimensions, they need to go through different fabrication operations.
Improving Mechanical Properties
It is possible to enhance the tensile strength and stress taking ability of alloys in the 7000, 6000, and 2000 series. In order to get these enhancements, it is important to put the profiles into ovens. These heating treatments would bring the alloys to T5 or the T6 tempers.
Surface Enhancement
There are numerous finishing operations that aluminum profiles would undergo. Surface enhancements not only improve the overall appearance of the aluminum but at the same time, it also improves it corrosion properties.
De exemplu, atunci când anodizați aluminiul, acesta ar duce la apariția naturală a stratului de oxid. Astfel, rezultând îngroșarea metalului. De asemenea, procesul ar spori rezistența la coroziune a profilului. În plus, metalul ar deveni mai rezistent la uzură.
La fel, ar rezulta o suprafață poroasă, înseamnă că suprafața ar accepta culori diferite. Emisivitatea suprafeței ar fi îmbunătățită, de asemenea.
Există și alte procese de finisare disponibile. Unele dintre ele sunt enumerate mai jos:
- Sablare
- Acoperire cu pulbere
- Pictura
- Sublimarea
rezumat
Extrudarea din aluminiu este un proces pe care producătorii îl folosesc pentru a crea componente și piese cu anumite profiluri transversale. Pentru a îmbunătăți atât proprietățile, cât și aspectul aluminiului, producătorul folosește diferite procese de îmbunătățire mecanică și de suprafață.
Procesul de Aluminium Extrusion manufacturer also uses certain fabrication process to acquire the final dimensions of the product. After all, their objective is to achieve high-quality aluminum parts.
In case, you are looking for an Aluminium Extrusion supplier or manufacturer, you can reach out to us. We will provide you with all that you are looking for.

