Екструзія алюмінію за 7 простих кроків (останнє керівництво 2020 року)
2020-10-01What is Aluminum Extrusion: (Profiles Extrusion Guide 2020)
Aluminum extrusion Introduction
Modern computer programs for modeling екструзії алюмінію are capable of many things. It can effectively improve the quality of extruded aluminum profiles even at the design stage of extrusion dies. Computer modeling allows improving the quality of produced aluminum profiles according to the following indicators:
- dimensional accuracy and profile shape
- strength and appearance of welds
- grain microstructure of material
- mechanical properties of the material
What is aluminum extrusion definition?
Below is an overview of the екструзії алюмінію process. It is intended as an initial introduction to this technology for press production technicians and may also be useful as information for management and support personnel.
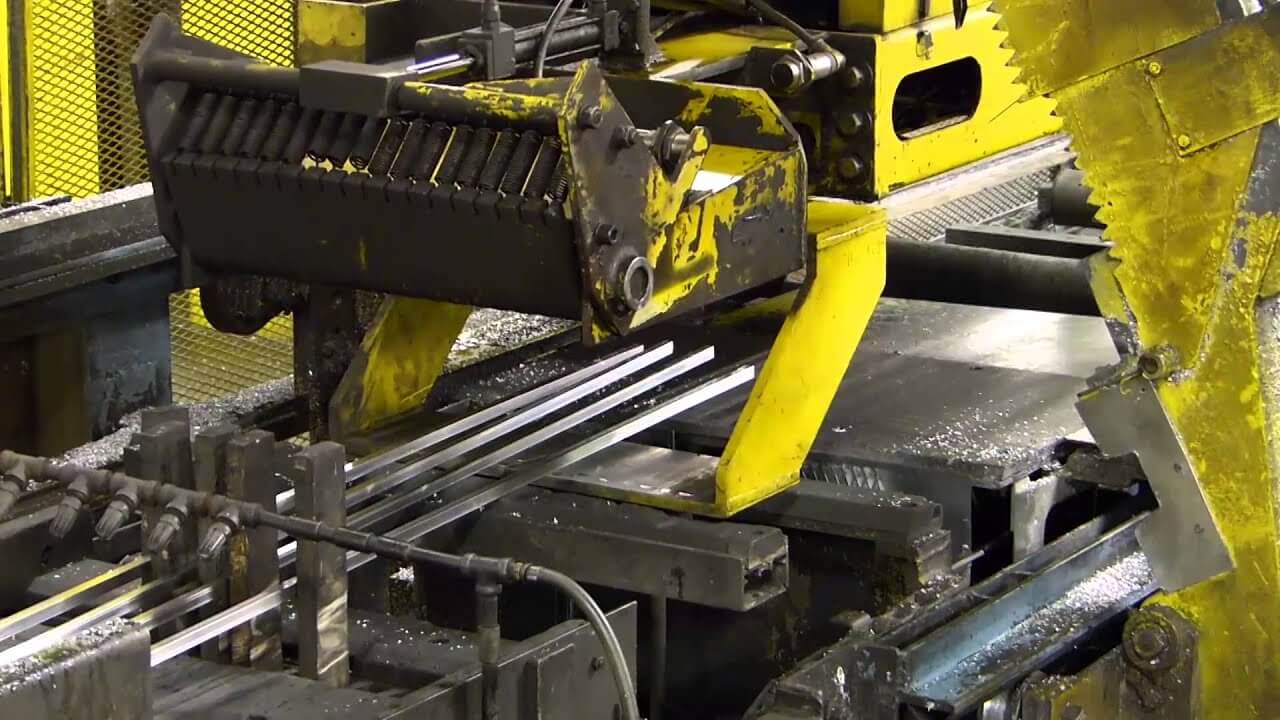
Extrusion press
Aluminum cylindrical rods - blanks - are heated and pressed through a die with one or more holes. We carry this process to obtain a profile with a given cross-section. The most common type of pressing is direct pressing. When the ram of the press pushes the aluminum blank through a stationary die.
Most of the presses for this technology are horizontal hydraulic presses. The productivity of the press depends on the size of the dies used. It can have a diameter of 100 to 1000 mm. For most extruded aluminum products, matrices with a diameter of 175 to 250 mm are used. For dies of this diameter, екструзії алюмінію presses with a force of 1500 to 2000 tons are required.
Aluminum Extrusion process step by step guide
- The ram transfers the force from the main cylinder of the extrusion press to the aluminum billet. It is loaded into the container.
- A steel press washer is installed on the ram. The press washer fits into the container with a very small gap to prevent aluminum from being squeezed into the container.
- The matrix is part of the matrix set. It is made of heat-resistant tool steels.
- The spacer bolster and die holder and die set holder support the die under the influence of pressing force.
- A feeder can be installed in front of the die to expand the aluminum flow from the container to a wider area of the die.
Aluminum extrusion pressing without lubrication
Since no lubricant is used in direct pressing of aluminum, the outer layer of the workpiece is sheared off under the influence of friction against the container wall. This has a beneficial effect on the quality of extruded aluminum products.
Справа в тому, що зовнішній шар литих заготовок має підвищений вміст залізовмісних інтерметалідних частинок та Mg 2 Si-частинок. Ці забруднення можуть бути джерелами поверхневих дефектів готового екструзії алюмінію . При прямому пресуванні без змащення вони накопичуються в кінці заготовки.
Залишок пресу і поперечний шов
Ця частина заготовки, яка називається залишком пресу, відрізається до завантаження нової заготовки в прес. Під час наступного робочого ходу преса алюміній з нової заготовки знаходиться під впливом високого тиску. А підвищена температура приварюється до алюмінію з попередньої заготовки.
Це залишилося в матриці. Це створює суцільний екструдований алюмінієвий виріб. Місце, де приварені дві сусідні заготовки, називається поперечним зварним швом. Оскільки профіль біля цього шва має знижені механічні властивості, його зазвичай вирізають і направляють на переплавлення.
Нагрівання заготовки та пресуючого інструменту
Перед завантаженням в прес екструзії алюмінію заготовку нагрівають до 400-500 ºС, залежно від сплаву. Це полегшує процес деформації та мінімізує деформаційне твердіння алюмінію. Нагріта заготовка знаходиться в пластичному стані.
Ємність і матриця також нагріваються, щоб запобігти охолодженню заготовки. Розміри отвору штампу зроблені трохи більше, ніж розміри поперечного перерізу готового екструдованого профілю. Оскільки під час охолодження алюміній скорочується більше, ніж інструментальна сталь, з якої виготовлена матриця.
Типи екструзії алюмінію
Найбільш широко використовувані типи плашок для екструзії алюмінію :
- плоскі (тверді) плашки і
- ілюмінатор гине.
Плоскі штампи складаються лише з одного сталевого плоского диска і використовуються для пресування суцільних профілів.
Матриці ілюмінаторів складаються з:
- дві частини
- матричний диск і
- оправна частина.
Це дозволяє пресувати порожнисті профілі та напівпорожнисті профілі. Обидва типи штампів можуть мати кілька каналів пресування. Так що одночасно можна натиснути кілька однакових профілів.
Плоска матриця
The most important characteristics of a flat matrix are:
- forechamber , pocket in front of the working belt; applies when necessary;
- work belt
- expanding outlet
The work collar is the part of the екструзії алюмінію on which the aluminum gets its final shape. The working collar does not extend through the entire thickness of the die, but has a length of 15 mm or less. This is to minimize the required pressing force.
The function of the expanding output part of the matrix is to provide the necessary power support to the working belt. But it should be done without contact with aluminum emerging from the matrix. For this, the walls of the outlet part run at an angle of about 5º. And, in addition, it usually has some ledge just behind the working belt.
What is the function of prechamber in aluminum extrusion?
The function of a special pocket in екструзії алюмінію is to protect the "fragile" working band from damage when separating the press residue. And it is also to facilitate welding of the remainder of the workpiece in the matrix with the next workpiece. In addition, the prechamber is used as a means of controlling the aluminum flow.
Porthole matrix
As already mentioned, it consists of two parts,
- a matrix disk
- and a mandrel part


The mandrel part can have one or several mandrels with working belts that form the inner contour of the aluminum profile. The mandrels are connected to the mandrel body by means of bridges.
Aluminum streams flow around these bridges through feed holes and re-join in welding chambers. The final shaping of the profile takes place simultaneously on the working bands of the mandrel and the matrix disk.

