Aluminiumextrusion in 7 einfachen Schritten (2020 Neueste Anleitung)
2020-10-01What is Aluminum Extrusion: (Profiles Extrusion Guide 2020)
Aluminum extrusion Introduction
Modern computer programs for modeling Aluminiumextrusion, are capable of many things. It can effectively improve the quality of extruded aluminum profiles even at the design stage of extrusion dies. Computer modeling allows improving the quality of produced aluminum profiles according to the following indicators:
- dimensional accuracy and profile shape
- strength and appearance of welds
- grain microstructure of material
- mechanical properties of the material
What is aluminum extrusion definition?
Below is an overview of the Aluminiumextrusion, process. It is intended as an initial introduction to this technology for press production technicians and may also be useful as information for management and support personnel.
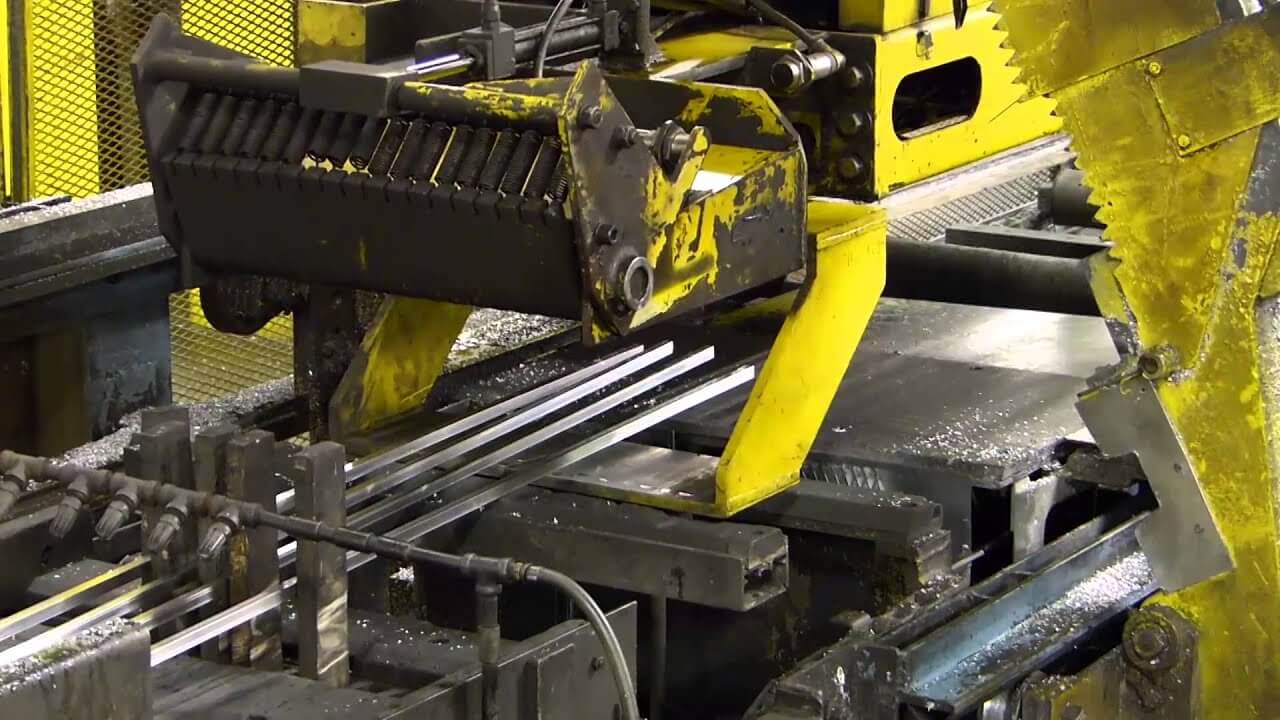
Extrusion press
Aluminum cylindrical rods - blanks - are heated and pressed through a die with one or more holes. We carry this process to obtain a profile with a given cross-section. The most common type of pressing is direct pressing. When the ram of the press pushes the aluminum blank through a stationary die.
Most of the presses for this technology are horizontal hydraulic presses. The productivity of the press depends on the size of the dies used. It can have a diameter of 100 to 1000 mm. For most extruded aluminum products, matrices with a diameter of 175 to 250 mm are used. For dies of this diameter, Aluminiumextrusion, presses with a force of 1500 to 2000 tons are required.
Aluminum Extrusion process step by step guide
- The ram transfers the force from the main cylinder of the extrusion press to the aluminum billet. It is loaded into the container.
- A steel press washer is installed on the ram. The press washer fits into the container with a very small gap to prevent aluminum from being squeezed into the container.
- The matrix is part of the matrix set. It is made of heat-resistant tool steels.
- Das Distanzstück und der Matrizenhalter sowie der Matrizensatzhalter tragen die Matrize unter dem Einfluss der Druckkraft.
- Vor der Matrize kann eine Zuführung installiert werden, um den Aluminiumfluss vom Behälter auf einen größeren Bereich der Matrize auszudehnen.
Aluminium-Extrusionspressen ohne Schmierung
Da beim direkten Pressen von Aluminium kein Schmiermittel verwendet wird, wird die äußere Schicht des Werkstücks unter dem Einfluss von Reibung gegen die Behälterwand abgeschert. Dies wirkt sich günstig auf die Qualität von extrudierten Aluminiumprodukten aus.
The fact is that the outer layer of cast billets has an increased content of iron-containing intermetallic particles and Mg 2 Si particles. These contaminants can be sources of surface defects on the finished Aluminiumextrusion, product. In direct pressing without lubrication, they accumulate at the end of the workpiece.
Press residue and cross weld
This part of the blank, called the press residue, is cut off before the new blank is loaded into the press. During the next working stroke of the press, aluminum from a new billet under the influence of high pressure. And increased temperature is welded to aluminum from the previous billet.
It remained in the matrix. This creates a continuous extruded aluminum product. The place where two adjacent workpieces are welded is called a transverse weld. Since the profile near this seam has reduced mechanical properties, it is usually cut out and sent for remelting.
Heating of the workpiece and pressing tool
Before loading into the press, the Aluminiumextrusion, billet is heated to 400-500 ºС, depending on the alloy. This facilitates the deformation process and minimizes the strain hardening of aluminum. The heated workpiece is in a plastic state.
The container and die are also heated to prevent the workpiece from getting colder. The dimensions of the die opening are made slightly larger than the cross-sectional dimensions of the finished extruded profile. Since during cooling, aluminum shrinks more than the tool steel from which the matrix is made.
Aluminum extrusion types
The most widely used types of dies for Aluminiumextrusion, are:
- flat (solid) dies and
- porthole dies.
Flat dies consist of only one steel flat disc and are used to press solid profiles.
Porthole matrices consist of:
- two parts
- a matrix disk and
- a mandrel part.
This allows you to press hollow profiles and semi-hollow profiles. Both types of dies can have several pressing channels. So that several identical profiles can be pressed simultaneously.
Flat matrix
Die wichtigsten Eigenschaften einer flachen Matrix sind:
- Vorkammer, Tasche vor dem Arbeitsgurt; gilt bei Bedarf;
- Arbeitsgürtel
- expandierender Auslass
Der Arbeitskragen ist der Teil der Aluminiumextrusion, auf dem das Aluminium seine endgültige Form erhält. Der Arbeitskragen erstreckt sich nicht über die gesamte Dicke der Matrize, sondern hat eine Länge von 15 mm oder weniger. Dies dient dazu, die erforderliche Druckkraft zu minimieren.
Die Funktion des expandierenden Ausgangsteils der Matrix besteht darin, dem Arbeitsriemen die notwendige Kraftunterstützung bereitzustellen. Dies sollte jedoch ohne Kontakt mit aus der Matrix austretendem Aluminium erfolgen. Hierzu verlaufen die Wände des Auslassteils in einem Winkel von ca. 5º. Außerdem hat es normalerweise eine Kante direkt hinter dem Arbeitsgürtel.
Welche Funktion hat die Vorkammer bei der Aluminiumextrusion?
Die Funktion einer speziellen Tasche bei der Aluminiumextrusion, zu schützen. Außerdem soll das Schweißen des restlichen Werkstücks in der Matrix mit dem nächsten Werkstück erleichtert werden. Zusätzlich wird die Vorkammer als Mittel zur Steuerung des Aluminiumflusses verwendet.
Bullauge Matrix
Wie bereits erwähnt, besteht es aus zwei Teilen:
- eine Matrixscheibe
- und ein Dornteil


Das Dornteil kann einen oder mehrere Dorne mit Arbeitsbändern aufweisen, die die Innenkontur des Aluminiumprofils bilden. Die Dorne sind über Brücken mit dem Dornkörper verbunden.
Aluminum streams flow around these bridges through feed holes and re-join in welding chambers. The final shaping of the profile takes place simultaneously on the working bands of the mandrel and the matrix disk.

