Estrusione di alluminio in 7 semplici passaggi (ultima guida 2020)
2020-10-01Cos'è l'estrusione di alluminio: (Guida all'estrusione dei profili 2020)
Introduzione all'estrusione di alluminio
I moderni programmi per computer per la modellazione dell'estrusione di alluminio sono capaci di molte cose. Può migliorare efficacemente la qualità dei profili in alluminio estruso anche in fase di progettazione degli stampi di estrusione. La modellazione al computer consente di migliorare la qualità dei profili in alluminio prodotti secondo i seguenti indicatori:
- precisione dimensionale e forma del profilo
- forza e aspetto delle saldature
- microstruttura dei grani del materiale
- proprietà meccaniche del materiale
What is aluminum extrusion definition?
Below is an overview of the dell'estrusione di alluminio process. It is intended as an initial introduction to this technology for press production technicians and may also be useful as information for management and support personnel.
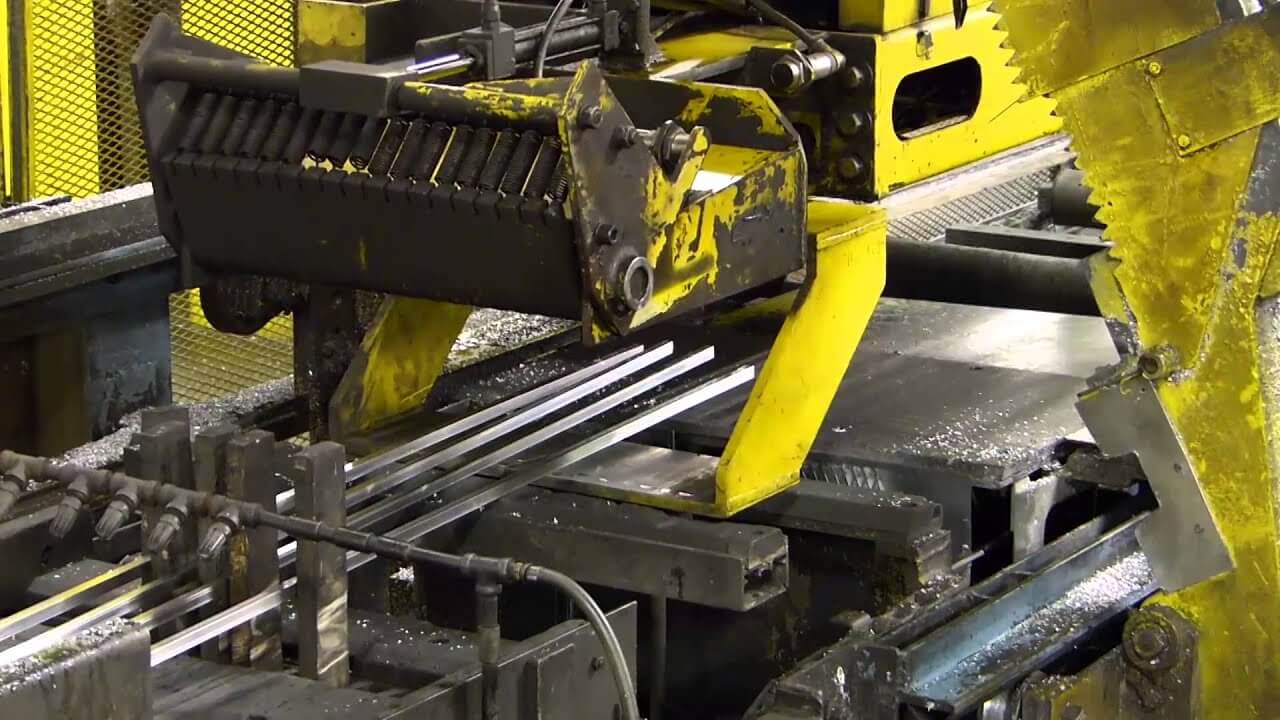
Extrusion press
Aluminum cylindrical rods - blanks - are heated and pressed through a die with one or more holes. We carry this process to obtain a profile with a given cross-section. The most common type of pressing is direct pressing. When the ram of the press pushes the aluminum blank through a stationary die.
La maggior parte delle presse per questa tecnologia sono presse idrauliche orizzontali. La produttività della pressa dipende dalle dimensioni degli stampi utilizzati. Può avere un diametro da 100 a 1000 mm. Per la maggior parte dei prodotti in alluminio estruso, vengono utilizzate matrici con un diametro da 175 a 250 mm. Per stampi di questo diametro dell'estrusione di alluminio con una forza da 1500 a 2000 tonnellate.
Guida passo passo al processo di estrusione di alluminio
- Il pistone trasferisce la forza dal cilindro principale della pressa di estrusione alla billetta di alluminio. Viene caricato nel contenitore.
- Sul pistone è installata una rondella in acciaio. La rondella si inserisce nel contenitore con uno spazio molto piccolo per evitare che l'alluminio venga schiacciato nel contenitore.
- La matrice fa parte dell'insieme di matrici. È realizzato con acciai per utensili resistenti al calore.
- Il supporto del distanziatore, il supporto della matrice e il supporto della matrice supportano la matrice sotto l'influenza della forza di pressione.
- Un alimentatore può essere installato davanti allo stampo per espandere il flusso di alluminio dal contenitore a un'area più ampia dello stampo.
Pressatura per estrusione di alluminio senza lubrificazione
Poiché nella pressatura diretta dell'alluminio non viene utilizzato alcun lubrificante, lo strato esterno del pezzo in lavorazione viene tagliato sotto l'influenza dell'attrito contro la parete del contenitore. Ciò ha un effetto benefico sulla qualità dei prodotti in alluminio estruso.
The fact is that the outer layer of cast billets has an increased content of iron-containing intermetallic particles and Mg 2 Si particles. These contaminants can be sources of surface defects on the finished dell'estrusione di alluminio product. In direct pressing without lubrication, they accumulate at the end of the workpiece.
Press residue and cross weld
This part of the blank, called the press residue, is cut off before the new blank is loaded into the press. During the next working stroke of the press, aluminum from a new billet under the influence of high pressure. And increased temperature is welded to aluminum from the previous billet.
It remained in the matrix. This creates a continuous extruded aluminum product. The place where two adjacent workpieces are welded is called a transverse weld. Since the profile near this seam has reduced mechanical properties, it is usually cut out and sent for remelting.
Heating of the workpiece and pressing tool
Before loading into the press, the dell'estrusione di alluminio billet is heated to 400-500 ºС, depending on the alloy. This facilitates the deformation process and minimizes the strain hardening of aluminum. The heated workpiece is in a plastic state.
The container and die are also heated to prevent the workpiece from getting colder. The dimensions of the die opening are made slightly larger than the cross-sectional dimensions of the finished extruded profile. Since during cooling, aluminum shrinks more than the tool steel from which the matrix is made.
Aluminum extrusion types
The most widely used types of dies for dell'estrusione di alluminio are:
- flat (solid) dies and
- porthole dies.
Flat dies consist of only one steel flat disc and are used to press solid profiles.
Porthole matrices consist of:
- two parts
- a matrix disk and
- a mandrel part.
This allows you to press hollow profiles and semi-hollow profiles. Both types of dies can have several pressing channels. So that several identical profiles can be pressed simultaneously.
Flat matrix
The most important characteristics of a flat matrix are:
- forechamber , pocket in front of the working belt; applies when necessary;
- work belt
- expanding outlet
The work collar is the part of the dell'estrusione di alluminio on which the aluminum gets its final shape. The working collar does not extend through the entire thickness of the die, but has a length of 15 mm or less. This is to minimize the required pressing force.
The function of the expanding output part of the matrix is to provide the necessary power support to the working belt. But it should be done without contact with aluminum emerging from the matrix. For this, the walls of the outlet part run at an angle of about 5º. And, in addition, it usually has some ledge just behind the working belt.
What is the function of prechamber in aluminum extrusion?
La funzione di una speciale tasca in dell'estrusione di alluminio è quella di proteggere il nastro di lavoro "fragile" da danneggiamenti durante la separazione dei residui di pressa. Ed è anche per facilitare la saldatura del resto del pezzo nella matrice con il pezzo successivo. Inoltre, la precamera viene utilizzata come mezzo per controllare il flusso di alluminio.
Matrice oblò
Come già accennato, si compone di due parti,
- un disco matrice
- e una parte del mandrino


La parte mandrino può avere uno o più mandrini con cinghie di lavoro che formano il contorno interno del profilo in alluminio. I mandrini sono collegati al corpo del mandrino tramite ponti.
Aluminum streams flow around these bridges through feed holes and re-join in welding chambers. The final shaping of the profile takes place simultaneously on the working bands of the mandrel and the matrix disk.

