Here Is What You Should Do For Your FRICTION STIR WELDING (FSW)?
2020-07-23FRICTION STIR WELDING: INNOVATIVE AND LOW-EMISSION
Introduction to Friction Stir Welding (FSW) technology
The innovative Friction Stir Welding (FSW) technology has been continuously optimized for two decades. It not only offers technological advantages, but is also characterized by a particularly low level of emissions. This benefits users and the environment alike.
With thermal welding processes, the work piece must be melted on the joining zone. In addition to possible problems, changes in material properties and reduced stability also occur. Pollutants are also separated in conventional welding processes.
In thermal welding, an arc or gas flame creates a weld pool. And the weld fumes emitted by the weld pools are in some cases extremely harmful to health. Similarly, it brings impact on the climate and the environment.
What is Friction Stir Welding (FSW)?
Friction Stir Welding (FSW), however, always works at temperatures below the melting point. This means that there is no melt pool and air-tight protective gases can be completely dispensed with. Friction stir welding thereby reduces emissions that are harmful to health, the environment and the climate.
Thanks to its high efficiency and minimally invasive working method, Friction Stir Welding (FSW) enables low-CO 2 productions even in standardized, reproducible large-scale production.
The reason for this lies in the highly specialized technology that works without the use of additional materials.
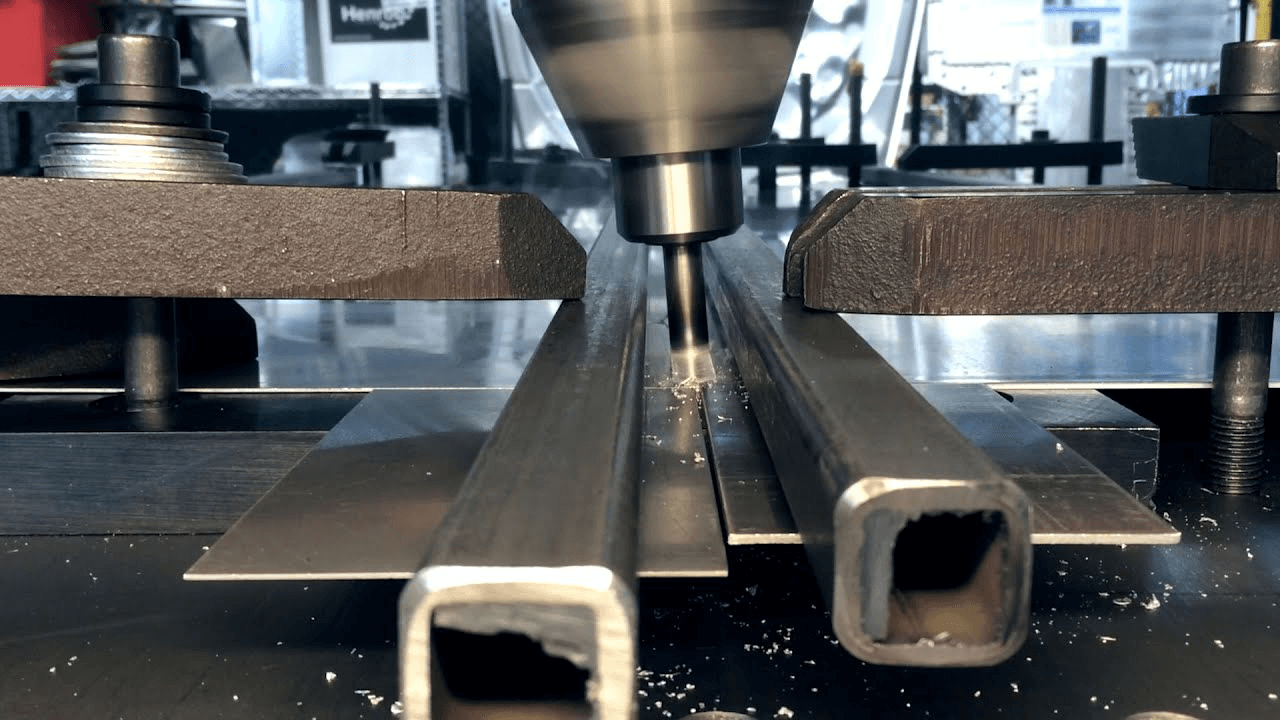
How does Friction Stir Welding (FSW) technology work?
The work pieces are first heated at the joint gap only by the frictional energy of the tool to just below the melting point.
This tool then mixes the plasticized material of the joining partners into a high-strength, non-porous and even gas-tight seam.
Friction Stir Welding (FSW) is also characterized by a positive energy and resource balance. In addition to the absence of shielding gas or welding gas, no additional filler materials are required.
For instance, wire with which the joint gap is filled during thermal welding. The energy applied is used without loss and immediately in the production of weld seams. Friction stir welding therefore has a very high efficiency and high energy efficiency among the joining processes.
The method of Friction Stir Welding (FSW) is particularly suitable for light metals. Such as:
- aluminum and
- alloys
Many producers of parts for the mobility industry use these light metals. This helps to reduce the weight and energy consumption of ships, vehicles and airplanes.
This aspect is particularly important in the planning and construction of technologies in e-mobility. For reasons of efficiency, the energy source must be of the lowest possible mass. But this reduces the range of the vehicles.
In order to ensure their full performance, frequent, short reloading at the final stops is necessary. The heat generated in the batteries must be dissipated via cooling plates.
By connecting the individual components using Friction Stir Welding a product has now been realized that optimally fulfills the cooling performance requirements. And at the same time, it reduces the weight to a necessary minimum.
In this way, an environmentally friendly manufacturing process promotes the implementation of future-oriented technology.
Friction Stir Welding (FSW) involves joining metals below the melting point. This creates pressure- and vacuum-tight connections without pores and cracks.
The technology is also known as friction stir welding. Essaii has successfully used the economical and environmentally friendly welding process for many years in industries such as:
- Automobile
- Food
- Medical technology
- Aerospace
- mechanical engineering
- transport
Friction Stir Welding (FSW) is always finding new applications
The demands on materials are getting higher and higher. They should be light, stable and easy to work with. Therefore metal alloys are used. They have the advantages of the individual metals. But it reduces their disadvantages to a minimum.
Such components are joined by Friction Stir Welding (FSW) methods. But these processing methods have disadvantages.
Common Friction Stir Welding (FSW) joining techniques
The shortcomings of riveting lie in:
- the higher material consumption and
- the associated higher weight,
- susceptibility of the drilling sites to corrosion and
- Their weakening of material due to the drilling process.
In fact, the process is very time-consuming since each rivet connection has to be checked individually.
Welding liquefies the material and changes its structure. Pore formation, caused by oxidation, further destabilizes them.
Friction Stir Welding (FSW) working flow
In order to overcome these disadvantages, friction stir welding (FSW) was developed in Great Britain. The welding takes place in the plastic phase so that the base material does not melt.
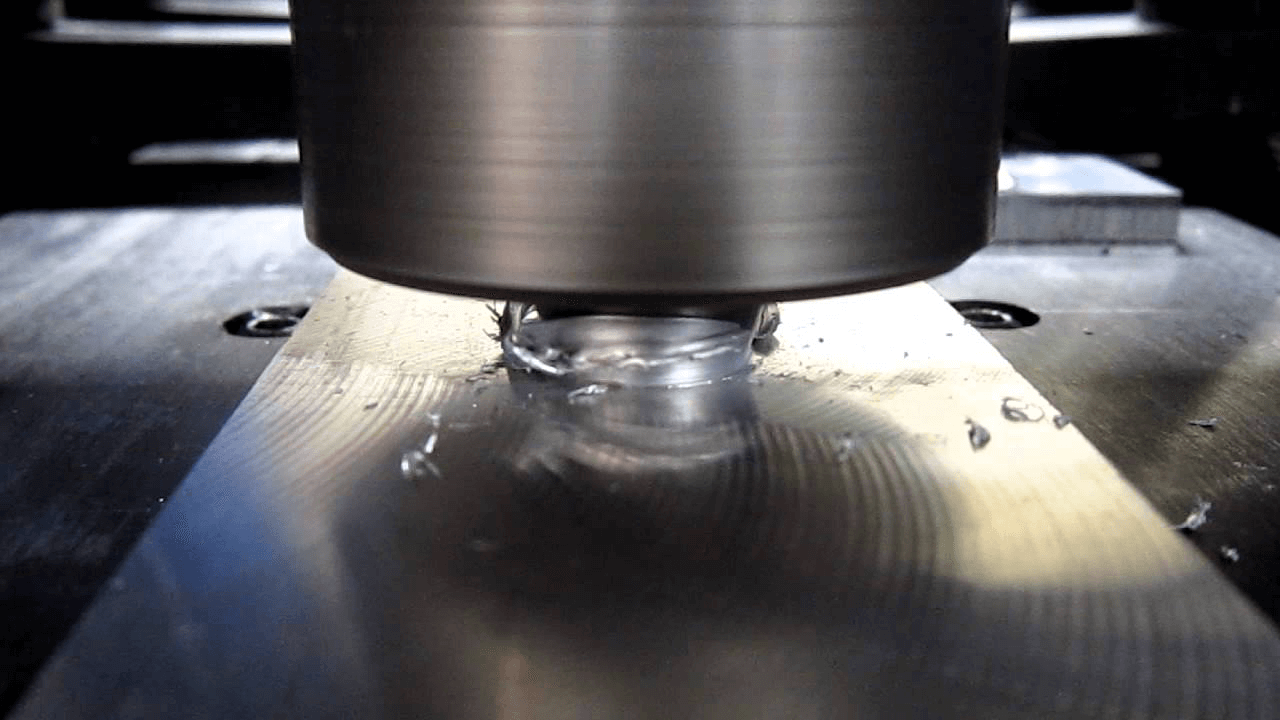
With great force, a rotating pin is pressed between two sheets and moved along the joining line. Due to the friction, the workpieces are heated and stirred so that the sheets join.
The welding takes place below the material melting point. So that no disadvantageous structural changes occur when the melt solidifies. This means that even difficult-to-weld aluminum alloys can be welded.
Nevertheless: although the process is applicable to all metals, it is mainly used for metals with a low melting point due to the high tool wear.
Nevertheless, the advantages outweigh. By handling the workpieces gently, the users achieve high static and dynamic seam strength.
And at the low temperatures there is no more smoke and nothing splashes. In fact, the energy consumption is also low, the work piece is warped only slightly and the entire process can be easily automated. The post-treatment of the weld seam, as it is necessary with Friction Stir Welding techniques.
Friction Stir Welding (FSW) working precautions
However, this process requires careful work. The materials must be clamped and aligned precisely since their position cannot be changed during the welding process.
Here, the material is exposed to heavy loads due to clamping. A back support is also required. It must consist of a material that has a higher melting point than the material to be processed.
At the end of the welding process, the rotating pin makes a notch in the material. It can lead to a crack if cyclically loaded.
To prevent this, another piece of metal is simply placed behind the material. So that the pin welds a little further than the workpiece is long.
However, further questions are still open. How can lap joints be welded efficiently? The question of welding metals with extremely different melting points has not yet been sufficiently clarified.
Conclusion
Alloys made of aluminum and magnesium, titanium or steel are particularly in demand here. Because the demands on modern materials are getting higher and higher.
Friction Stir Welding (FSW) is particularly suitable for the economical joining of non-ferrous metals with a low melting temperature and mixed connections. Even hard-to-weld or foreign materials such as:
- Aluminum
- Magnesium
- Copper
- Titanium can be joined

