Metal Stamping & Die
金属スタンピング
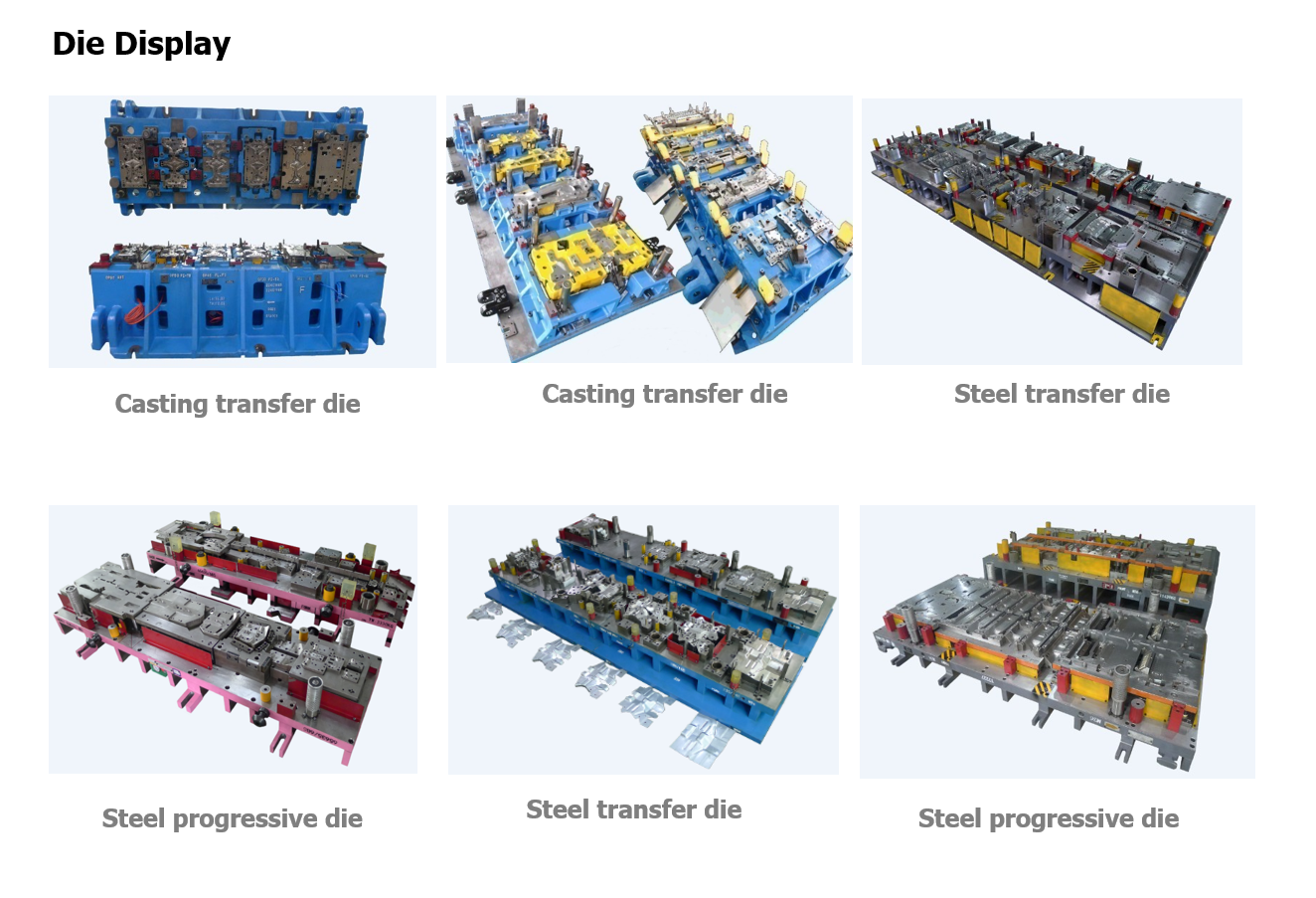
Essaii have over 15years experience and is ISO 9001 certified in high-precision machining, sheet metal, stamping die manufacturing and stamping processing services. We offer a wide variety of competences from the production semi-manufactured parts to box-build solutions. It has over 40sets of punch presses (60T-650T) and feeders,and it can produce the dies with the maxmimum dimension of 1.6x3meters .Essai has become a large-sized professinal hardware die manufacturer with high reputation in hardware industry.

DFM
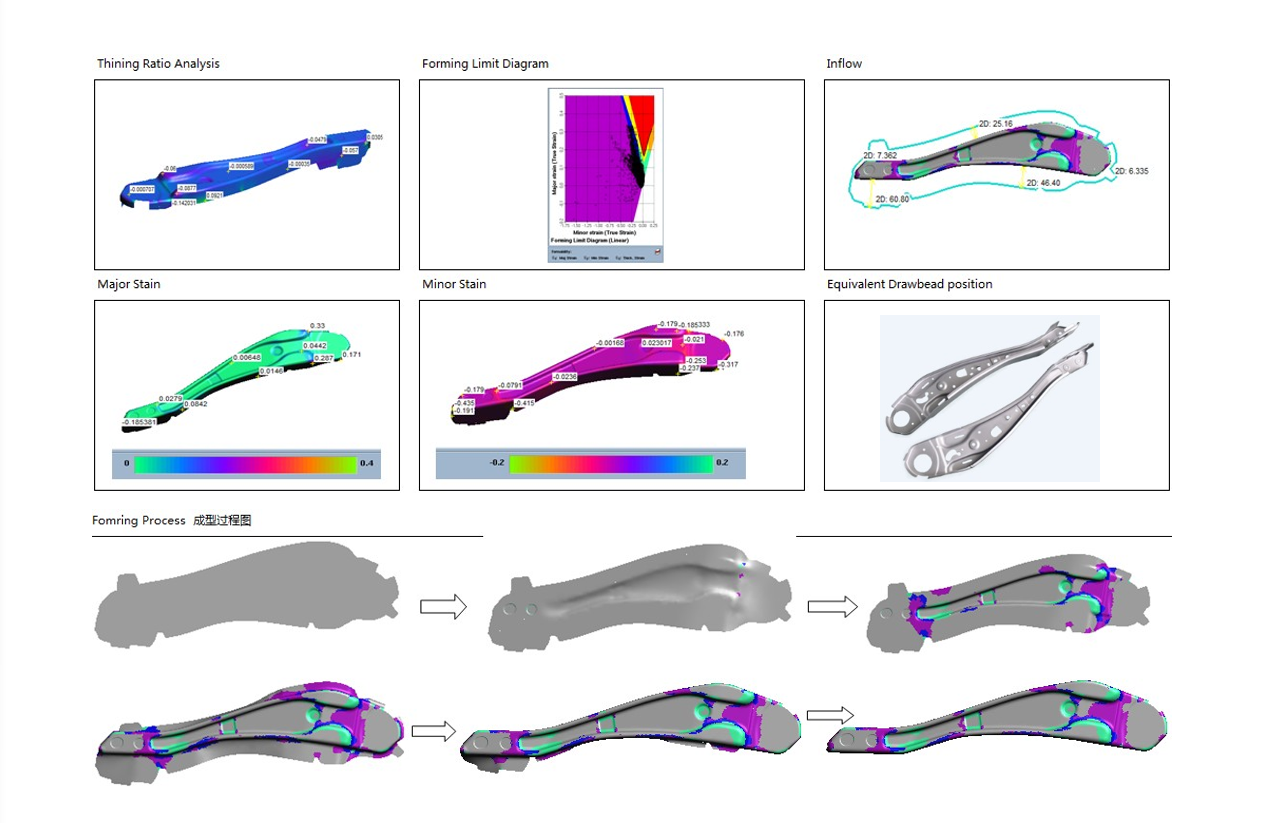
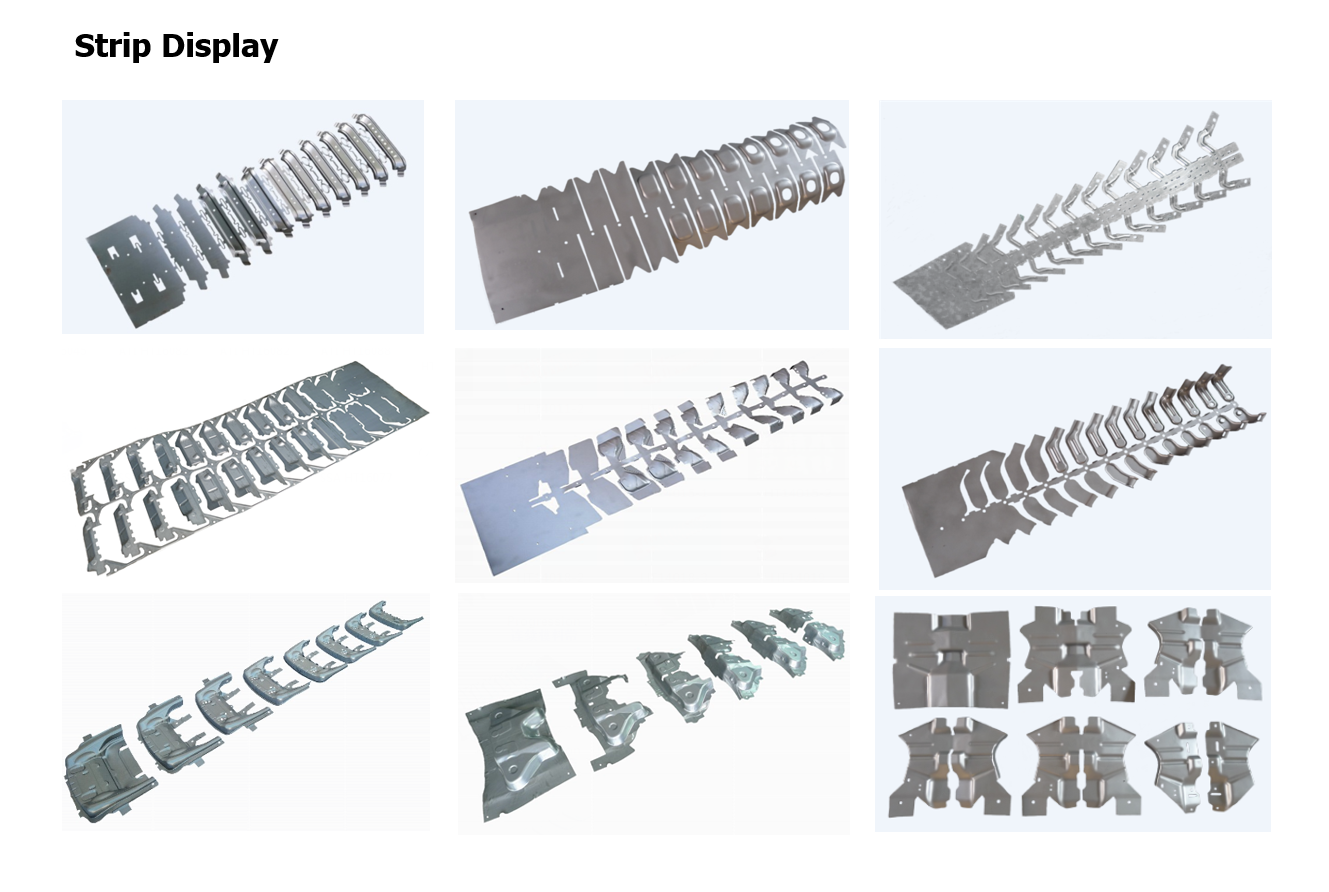
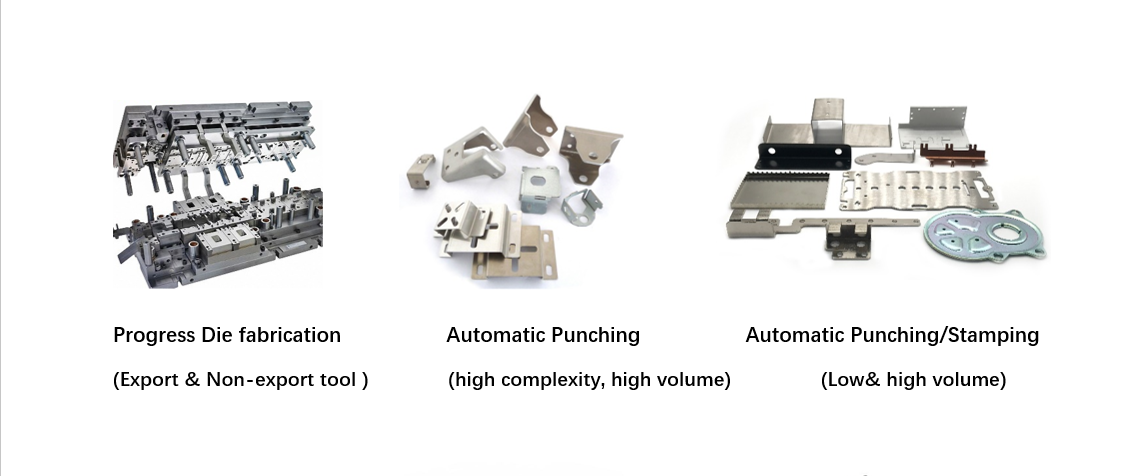
Essai has various stamping capabilities such as progressive stamping, high-speed stamping, manual stamping, hydraulic press forging, etc. The accuracy of the positive and negative tolerances can be controlled at 0.001 mm, and the work quality is guaranteed to be 1 million times without deformation.
We passed ISO, IATF16949 quality management system certification, has the industry's well-known hardware mold design, development, manufacturing team, strong production, quality management talent.
Precision hardware development experience, with professional mold design and development team and advanced equipment technology, provides customers with various types of stamping mold design and development and manufacturing OEM services.
Essai equipped with 30-300 tons of sophisticated pneumatic punching machines, and hardware and die manufacturing equipment are available. It has accurate quality assurance testing and inspection equipment such as two-dimensional, salt spray test machine, film thickness tester, hardness tester, high and low-temperature laboratory.
また、アルミニウム、鉄、銅、ステンレス鋼、その他のハードウェア製品の深絞り技術、プロの絞り金型、プロの絞り装置、プロの絞りの才能も得意です。
部品製造の自給率は90%以上に達し、部品コストを削減します。
The stamping materials include SPCC, SGCC, SECC, Stainless steel304 / 316, DX51D, DC03, etc.
今すぐビジネスを始めましょう!
問い合わせ
