Самые эффективные советы по шлифованию и сварке
2020-08-25Как сделать процесс шлифования и сварки эффективным и действенным?
Несмотря на все технологические достижения и автоматизацию, шлифовка и сварка, вероятно, останутся интенсивно ручными операциями. Когда резина соприкасается с дорогой, концепция теряется. Или, если быть точнее, когда зерно соприкасается с металлом.
Шлифовка может показаться простым процессом, однако для получения эффективных результатов необходимо обязательно обращать внимание на детали. Этот процесс требует оказания правильного давления на правильных ангелов. Это обеспечит удаление большей части металла за короткое время.
Есть несколько переменных, которые влияют на плавное перемещение деталей. Независимо от того, насколько быстро вы используете усовершенствованный восходящий процесс, на то, чтобы пройти через отдел измельчения, уйдет день, если не месяцы.
Эта тема чрезвычайно обширна; тем не менее, мы представляем некоторые из наиболее эффективных советов, которые обеспечат успех ваших операций по шлифованию. Эти факторы дадут вам некоторые начальные идеи.
Как обеспечить успех процесса шлифовки и сварки
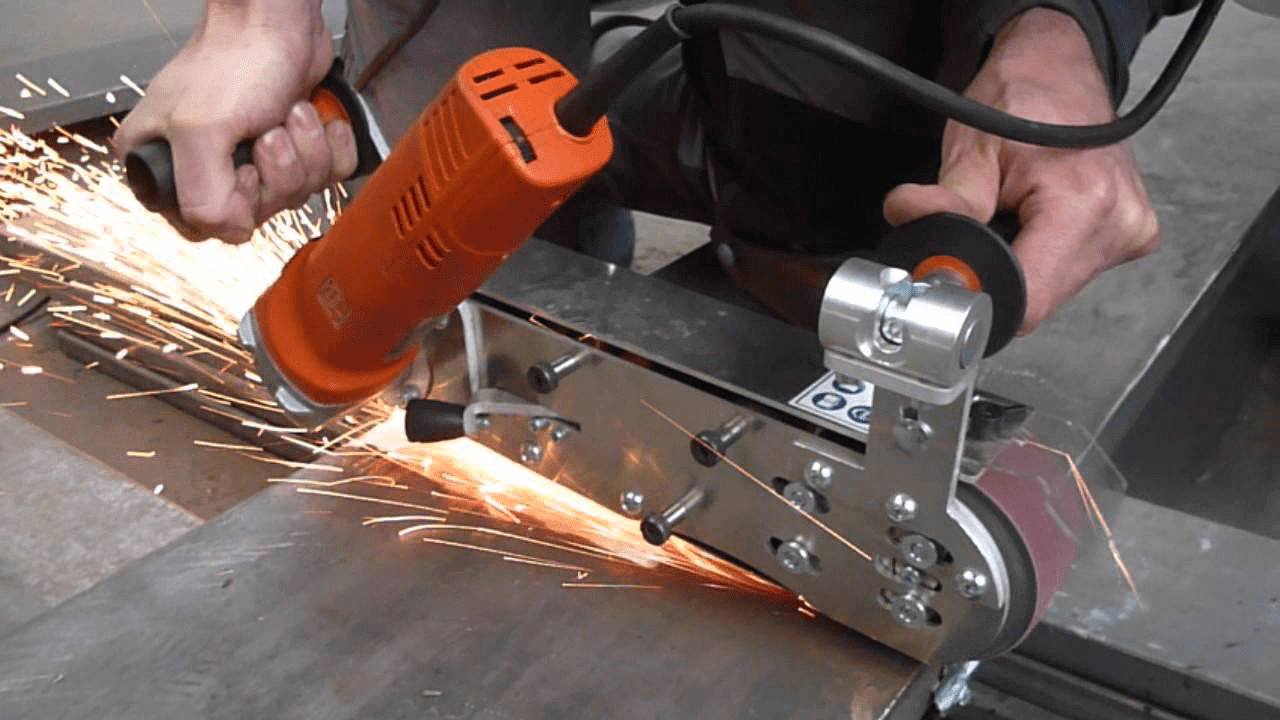
Правый инструмент
Убедитесь, что ваш электроинструмент не является расходным материалом, как шлифовальные диски. Поэтому к болгаркам нужно подходить избирательно. На самом деле выбирайте тот, который может адекватно выдерживать ток вашей работы.
Например, если приложения требуют от 8 до 10 ампер давления, а вы выбираете 6 ампер, угловая шлифовальная машина. Мы можем заверить вас, что с самого начала у вас проблемы. По мере продвижения процесса дела будут ухудшаться.
Поскольку болгарка - это не инструмент, который вы бы выбросили, поэтому мы настоятельно рекомендуем инвестировать в нее. Вместо того, чтобы выбирать какую-либо случайную кофемолку, выберите высококачественную шлифовальную машину промышленного уровня. Это обойдется вам почти вдвое, однако срок его службы можно измерить годами, а не неделями.
И лепестковые, и шлифовальные диски совместимы с угловыми шлифовальными машинами. Комбинируя низкокачественный шлифовальный станок, можно получить более качественные шлифовальные диски. Однако ему не хватало бы гладкости шлифовальных машин и шлифовальных дисков высшего качества.
Безопасность превыше всего
Когда вы используете правильный инструмент для работы, он автоматически обеспечивает безопасную работу. Например, использование кофемолки без защиты откроет двери для множества потенциальных травм. Кроме того, если OSHA рассчитает это, компании придется заплатить огромный штраф.
Да, мы понимаем, что в некоторых ситуациях охрана может доставлять неудобства. Однако без охраны все может стать серьезным. Ситуация станет еще хуже, если вы воспользуетесь неправильным инструментом или у вас будет недостаточно возможностей.
So, if you are planning to grind in the tight areas, removing your guard and squeezing in the right-angle grinder is not the way to go about it. Use the file grinder. It would be the right tool to guarantee job efficiency and accuracy.
Before you change the abrasive media, it is important to unplug the tool. When changing the media, we recommend using the power tool’s head in order to lock the key button. Put the tool on your forearm, facing upwards. Now take your time and remove the abrasive.
Performing these steps would offer more control during abrasive changeout. In addition, it won’t allow the abrasive to drop. After all, dropped abrasive is among the commonly overlooked reason behind abrasive failure.
Also, the fall of the disc during a high-RPM right angle grinder can lead to some serious damage. You need to be extra careful as the smallest crack can make the discs lose during the operation. Too often the operators are putting back the disc after it drops out. Of course, they do inspect it first, but this is not a reliable and safe solution.
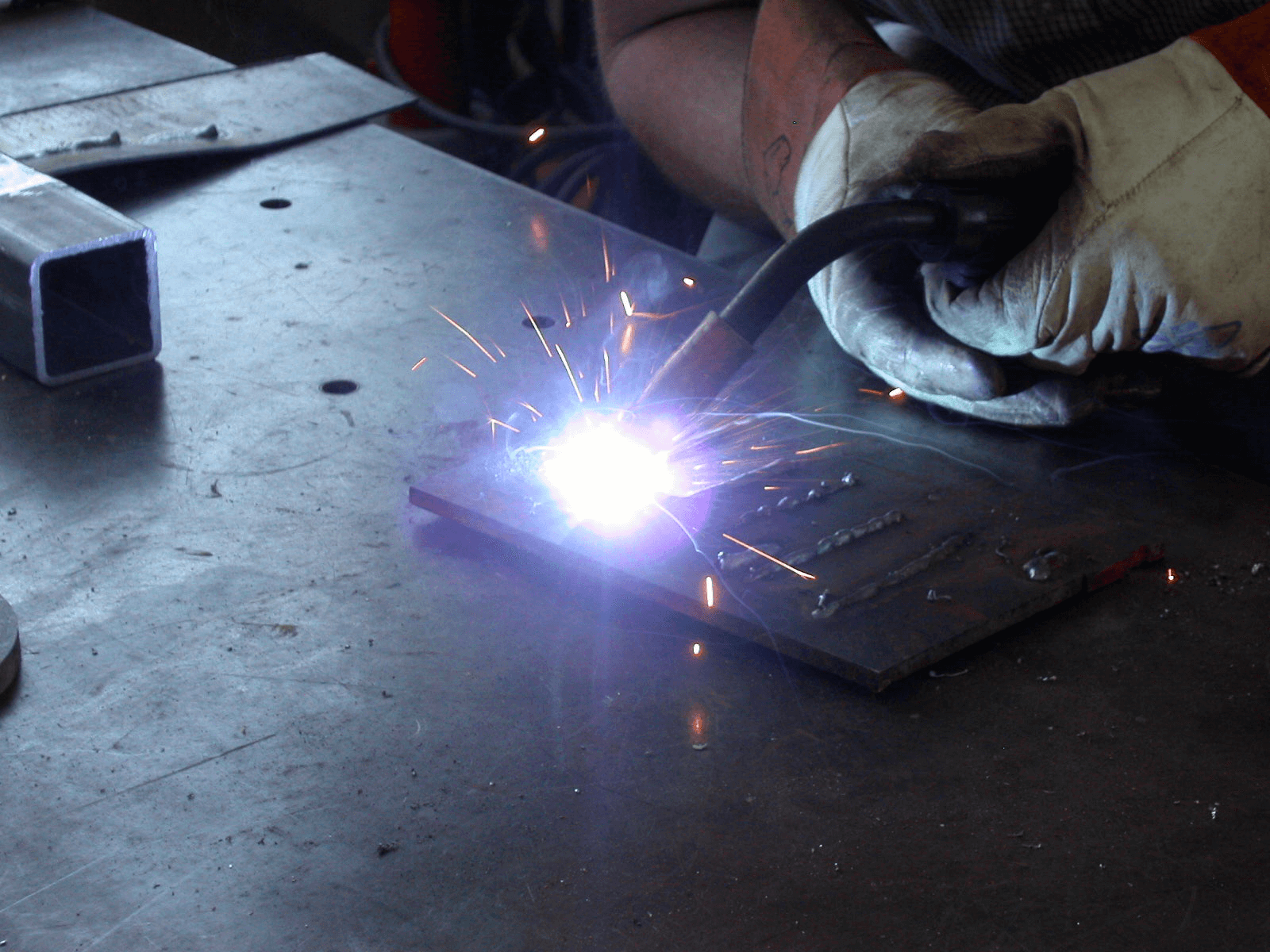
Spark Flow
Limited shops do have an ammeter at hand. It is a tool that you can use to keep a close check on the operator. It lets you determine whether the operator is pushing too hard or it is taking things lightly. It is possible to alter the change depending upon the grinding wheel and the tool.
Optimal pressure for the industrial grinding application ranges between eight to ten amps. In case, the ammeters show reading above this range, you need to slow down. However, if it shows below that range, you need to gear up.
Unfortunately, not all shops have ammeter at hand. Therefore, you need an alternative. The good news almost all applications produce sparks during the grind and welding process. Manufacturers use these sparks as an indication of the pressure. These sparks act as a visual ammeter.
Wondering how the sparks can help determine whether the process is working effectively or not? In most cases, the sparks would flow about three to four feet away from the work-place. If you find the sparks not following this particular pattern it means you are either overdoing it or underdoing it.
When you push too hard, it would overheat and overload the disc. This would result in the grains to glaze over. They would then become smooth. Since the grains are no longer cutting into the weld, therefore there would be spark reduction.
Likewise, when you are not pushing enough, you are not fully engaging in the workplace. Every disc rotation would not yield enough weld metal.
Pay heed to the Grinder Sound
The grinder’s sound is another effective way to figure out the problem. Applying the right pressure would produce a sound that has a contact pitch. In case, you are underdoing, the pitch volume would increase. In the case of overdosing, there would a drop in the volume.
The Right Working Angle of Grind and Welding Process
Как правило, вам придется использовать шлифовальный диск под углом от пяти до десяти градусов по горизонтали. Кроме того, узор на лицевой стороне диска должен быть вдвое больше его толщины. Например, если ширина рисунка 0,5 дюйма, толщина диска должна быть 0,25 дюйма.
Если у вас толщина диска 0,25 дюйма, но образец износа, скажем, 0,75 дюйма, и ваш подход плоский. Это означает, что вам не подходит угловой подход. Он слишком высокий, особенно когда несколько зерен шлифовального диска будут взаимодействовать друг с другом.

