Top Effective Tips for Grind and Welding Process
2020-08-25How to Make the Grind and Welding Process Effective and Efficient?
Despite all the technological advancement and automation, the grind and welding process is and will likely remain an intensively manual operation. When rubber comes in contact with the road, the concept is grinding. Or to be more precise it is when the grain comes in contact with the metal.
Grinding can seem to be a simple process, however, for effective results, it is imperative to pay attention to details. The process demands applying the right amount of pressure on the correct angels. Doing so will ensure the removal of most metal in a short time.
There are several variables that are effective for the smooth flow of the parts. No matter how fast and the upgraded upstream process you use, it would take a parts day if not months to get through the grinding department.
This topic is extremely extensive; however, we do present some of the most effective tips to ensure the success of your grinding operations. These factors would provide you some initial ideas.
How to Ensure the Success of Grind and Welding Process
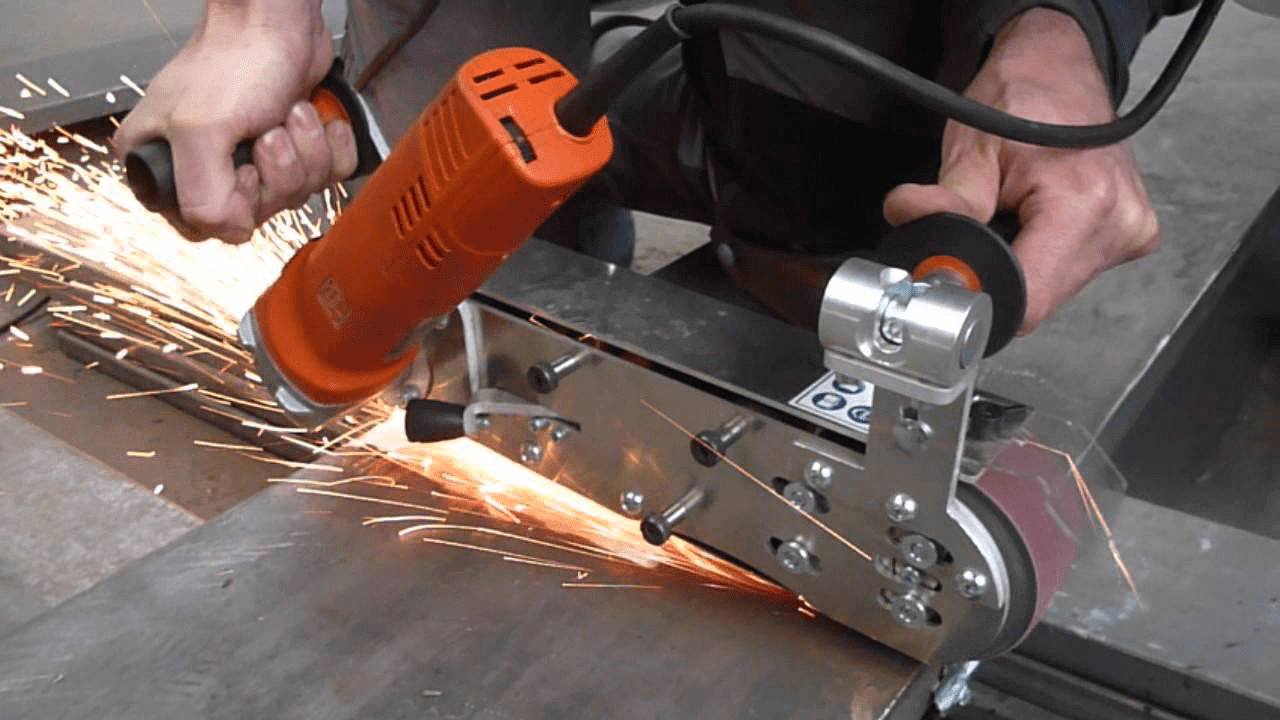
Right Tool
Make sure that your power tools are not consumable like the grinding discs. Therefore, you need to be selective when it comes to grinders. Do go with any, in fact, choose that one that can adequately handle your job’s amperage.
For example, if the applications require 8 to 10 amps of pressure and you opt for 6 amps, right-angle grinder. We can assure you are that are in trouble from the very beginning. As the process would move forwards, things would get worse.
Since grinder is not a tool that you would throw away, therefore, we highly recommend investing in it. Instead of choosing any random grinder, go with a fine-quality industrial level grinder. It would cost you almost double, however, you can measure its operating life in years, and not in weeks.
Both the flap discs and the grinding discs are compatible with the right-angle grinders. Combining a low-quality grinder would high-quality grinding discs would yield better results. However, it would lack the smoothness of premium quality grinders and grinding discs.
Safety Comes First
When you use the right tool for the job, it automatically ensures safe operations. For instance, using a grinder without guarding would open doors to a lot of potential injuries. Also, if the OSHA figures this, the company would have to pay a hefty fine.
Yes, we understand that the guard can be troublesome in some situations. However, without the guards, things can get serious. Things would become even worse if you are using the wrong tool or you are underpowered.
Quindi, se hai intenzione di macinare nelle aree strette, rimuovere la protezione e spremere la smerigliatrice ad angolo retto non è il modo per farlo. Usa il macinacaffè. Sarebbe lo strumento giusto per garantire efficienza e precisione del lavoro.
Prima di cambiare il supporto abrasivo, è importante scollegare lo strumento. Quando si cambia il supporto, si consiglia di utilizzare la testa dell'utensile elettrico per bloccare il pulsante della chiave. Metti lo strumento sull'avambraccio, rivolto verso l'alto. Ora prenditi il tuo tempo e rimuovi l'abrasivo.
L'esecuzione di questi passaggi offrirebbe un maggiore controllo durante il cambio dell'abrasivo. Inoltre, non permetterà all'abrasivo di cadere. Dopo tutto, l'abrasivo caduto è una delle ragioni comunemente trascurate dietro il fallimento dell'abrasivo.
Also, the fall of the disc during a high-RPM right angle grinder can lead to some serious damage. You need to be extra careful as the smallest crack can make the discs lose during the operation. Too often the operators are putting back the disc after it drops out. Of course, they do inspect it first, but this is not a reliable and safe solution.
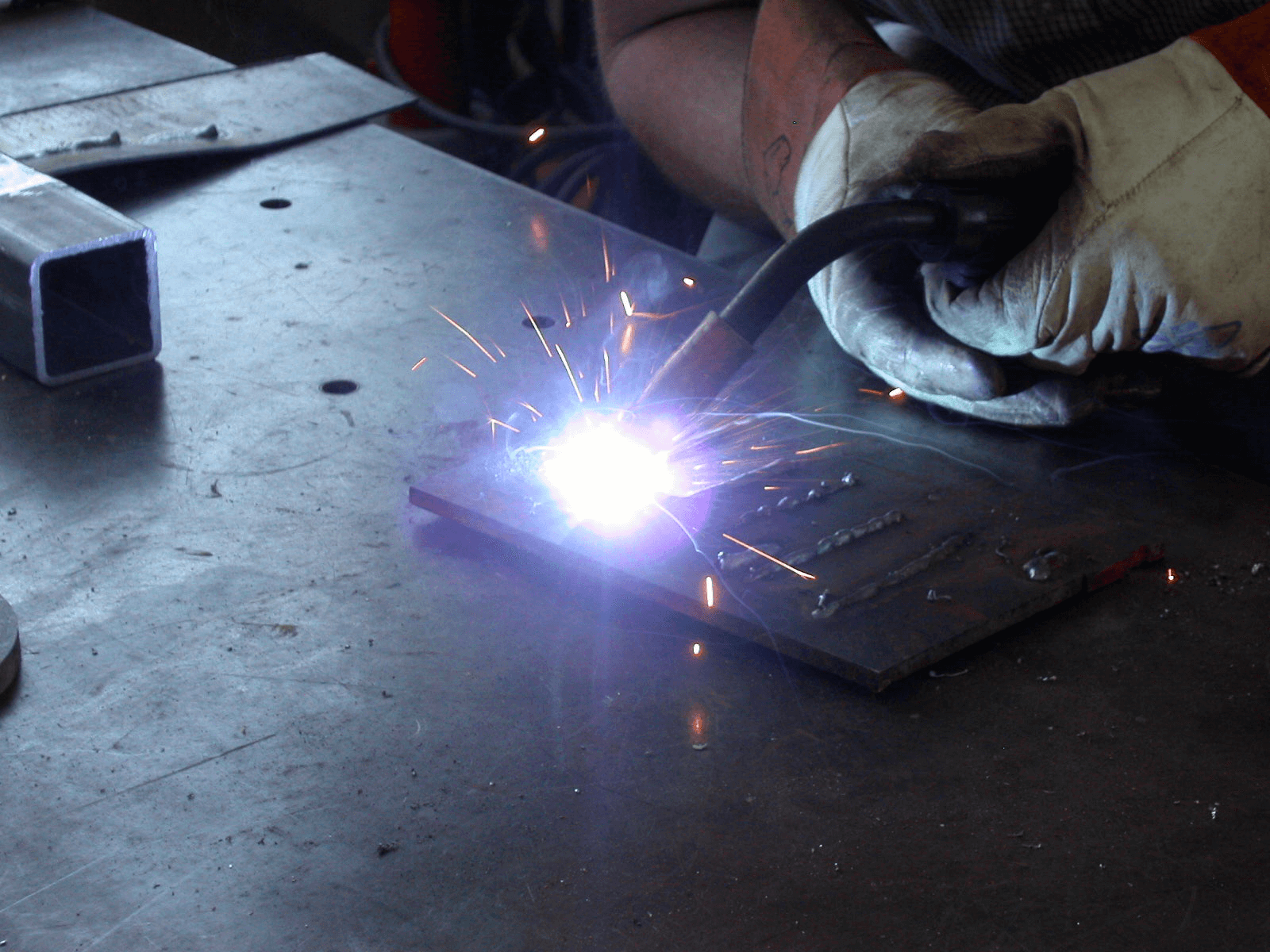
Spark Flow
Limited shops do have an ammeter at hand. It is a tool that you can use to keep a close check on the operator. It lets you determine whether the operator is pushing too hard or it is taking things lightly. It is possible to alter the change depending upon the grinding wheel and the tool.
Optimal pressure for the industrial grinding application ranges between eight to ten amps. In case, the ammeters show reading above this range, you need to slow down. However, if it shows below that range, you need to gear up.
Unfortunately, not all shops have ammeter at hand. Therefore, you need an alternative. The good news almost all applications produce sparks during the grind and welding process. Manufacturers use these sparks as an indication of the pressure. These sparks act as a visual ammeter.
Wondering how the sparks can help determine whether the process is working effectively or not? In most cases, the sparks would flow about three to four feet away from the work-place. If you find the sparks not following this particular pattern it means you are either overdoing it or underdoing it.
Quando si spinge troppo forte, si surriscalda e si sovraccarica il disco. Ciò comporterebbe la glasura dei grani. Allora diventerebbero lisci. Dal momento che i grani non stanno più tagliando nella saldatura, ci sarebbe quindi una riduzione della scintilla.
Allo stesso modo, quando non spingi abbastanza, non sei pienamente coinvolto nel posto di lavoro. Ogni rotazione del disco non produrrebbe abbastanza metallo di saldatura.
Presta attenzione al Grinder Sound
Il suono del macinino è un altro modo efficace per risolvere il problema. Applicare la giusta pressione produrrebbe un suono che ha un tono di contatto. Nel caso tu stia subendo un errore, il volume del tono aumenterebbe. In caso di sovradosaggio, si avrebbe un calo del volume.
Il giusto angolo di lavoro della molatura e del processo di saldatura
In general, you would have to use the grinding disc at angles that are five to ten degrees horizontal. Also, the pattern present on the disc face should be double its thickness. For example, if the pattern is 0.5” wide, the disc should be 0.25” thick.
If you have a disc thickness of 0.25”, but the wear pattern is let’s say 0.75” and your approach is flat. It means that you would the angle approach is not appropriate. It is too high, especially when several grinding disc’s grains will be engaging together.

