Top Effective Tips for Grind and Welding Process
2020-08-25How to Make the Grind and Welding Process Effective and Efficient?
Despite all the technological advancement and automation, the grind and welding process is and will likely remain an intensively manual operation. When rubber comes in contact with the road, the concept is grinding. Or to be more precise it is when the grain comes in contact with the metal.
Grinding can seem to be a simple process, however, for effective results, it is imperative to pay attention to details. The process demands applying the right amount of pressure on the correct angels. Doing so will ensure the removal of most metal in a short time.
There are several variables that are effective for the smooth flow of the parts. No matter how fast and the upgraded upstream process you use, it would take a parts day if not months to get through the grinding department.
This topic is extremely extensive; however, we do present some of the most effective tips to ensure the success of your grinding operations. These factors would provide you some initial ideas.
How to Ensure the Success of Grind and Welding Process
Right Tool
Make sure that your power tools are not consumable like the grinding discs. Therefore, you need to be selective when it comes to grinders. Do go with any, in fact, choose that one that can adequately handle your job’s amperage.
For example, if the applications require 8 to 10 amps of pressure and you opt for 6 amps, right-angle grinder. We can assure you are that are in trouble from the very beginning. As the process would move forwards, things would get worse.
Since grinder is not a tool that you would throw away, therefore, we highly recommend investing in it. Instead of choosing any random grinder, go with a fine-quality industrial level grinder. It would cost you almost double, however, you can measure its operating life in years, and not in weeks.
Both the flap discs and the grinding discs are compatible with the right-angle grinders. Combining a low-quality grinder would high-quality grinding discs would yield better results. However, it would lack the smoothness of premium quality grinders and grinding discs.
Safety Comes First
When you use the right tool for the job, it automatically ensures safe operations. For instance, using a grinder without guarding would open doors to a lot of potential injuries. Also, if the OSHA figures this, the company would have to pay a hefty fine.
Yes, we understand that the guard can be troublesome in some situations. However, without the guards, things can get serious. Things would become even worse if you are using the wrong tool or you are underpowered.
So, if you are planning to grind in the tight areas, removing your guard and squeezing in the right-angle grinder is not the way to go about it. Use the file grinder. It would be the right tool to guarantee job efficiency and accuracy.
Before you change the abrasive media, it is important to unplug the tool. When changing the media, we recommend using the power tool’s head in order to lock the key button. Put the tool on your forearm, facing upwards. Now take your time and remove the abrasive.
Performing these steps would offer more control during abrasive changeout. In addition, it won’t allow the abrasive to drop. After all, dropped abrasive is among the commonly overlooked reason behind abrasive failure.
Also, the fall of the disc during a high-RPM right angle grinder can lead to some serious damage. You need to be extra careful as the smallest crack can make the discs lose during the operation. Too often the operators are putting back the disc after it drops out. Of course, they do inspect it first, but this is not a reliable and safe solution.
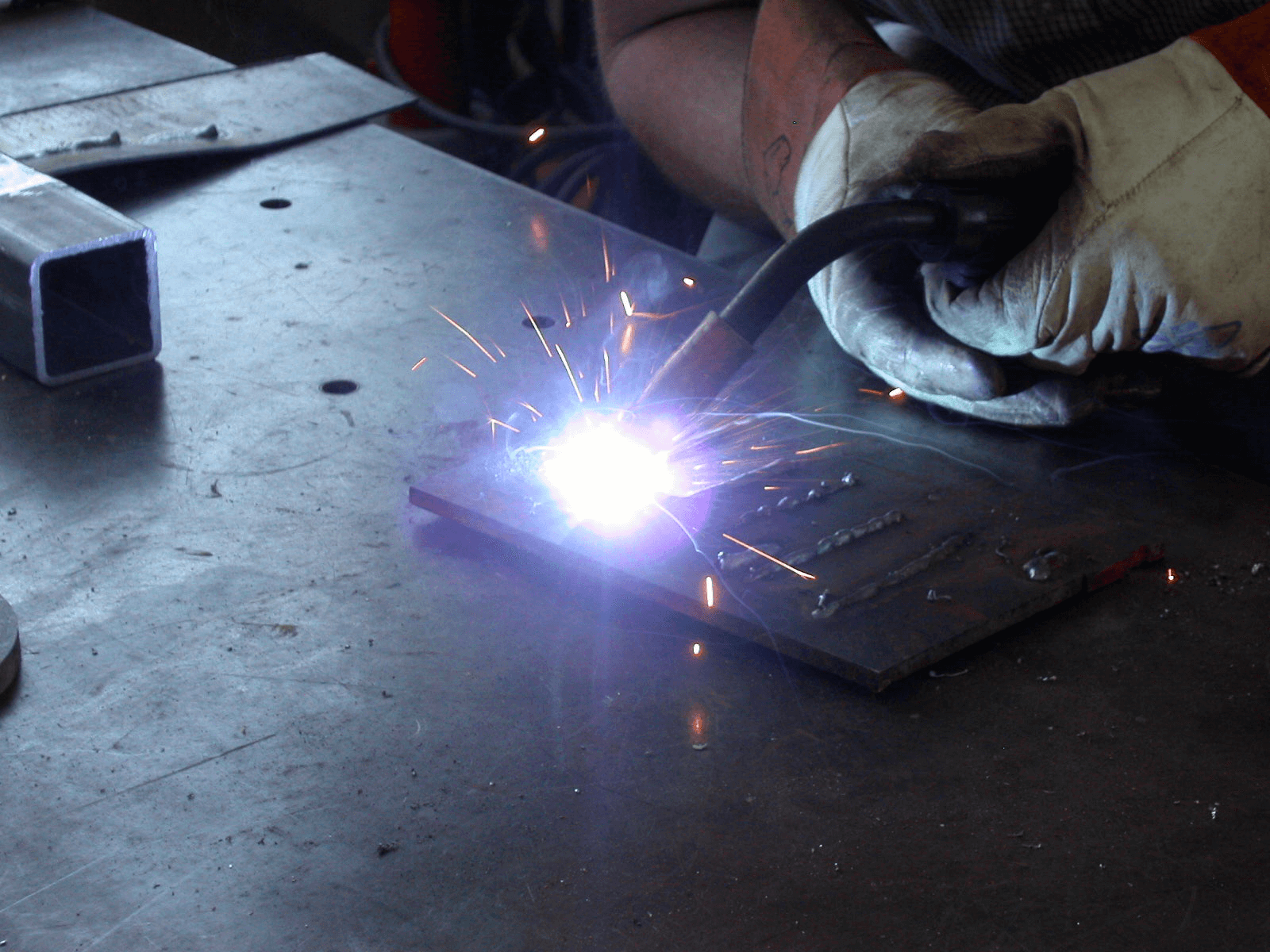
Spark Flow
Limited shops do have an ammeter at hand. It is a tool that you can use to keep a close check on the operator. It lets you determine whether the operator is pushing too hard or it is taking things lightly. It is possible to alter the change depending upon the grinding wheel and the tool.
Die optimale druk vir die industriële maaltoepassing wissel tussen agt en tien ampère. As die meetmeters bo hierdie reeks lees, moet u vertraag. As dit egter onder die reeks wys, moet u optree.
Ongelukkig het nie alle winkels ampermeter byderhand nie. Daarom het u 'n alternatief nodig. Die goeie nuus lewer bykans alle toepassings vonke tydens die slyp- en sweisproses. Vervaardigers gebruik hierdie vonke as 'n aanduiding van die druk. Hierdie vonke dien as 'n visuele ammeter.
Vra u u af hoe die vonke kan help om te bepaal of die proses effektief werk of nie? In die meeste gevalle sal die vonke ongeveer drie tot vier meter van die werkplek af vloei. As u sien dat die vonke nie hierdie spesifieke patroon volg nie, beteken dit dat u dit oordoen of te min doen.
As u te hard druk, sal dit die skyf oorverhit en oorlaai. Dit sou daartoe lei dat die korrels oor geglasuur het. Hulle sou dan glad word. Aangesien die korrels nie meer in die sweislas sny nie, sal die vonk verminder.
As u nie genoeg aandring nie, is u ook nie ten volle besig met die werkplek nie. Elke skyfdraai lewer nie genoeg lasmetaal op nie.
Let op die Grinder Sound
Die klank van die grinder is nog 'n effektiewe manier om die probleem uit te vind. As u die regte druk toepas, sal 'n geluid met 'n kontakhoogte geproduseer word. As u te min doen, sal die toonhoogte vermeerder. In die geval van oordosering, sal die volume daal.
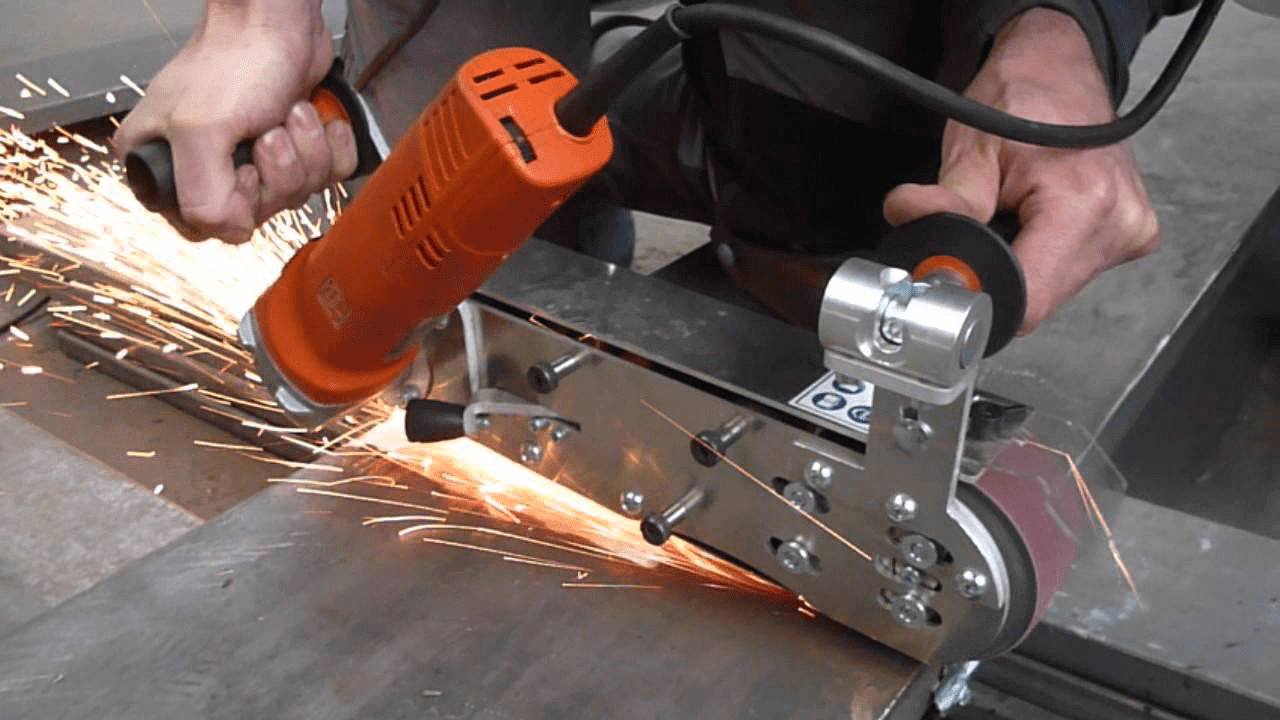
Die regte werkhoek van slyp en sweisproses
Oor die algemeen moet u die slypskyf met 'n hoek van vyf tot tien grade horisontaal gebruik. Die patroon op die skyf moet ook die dubbele dikte hê. As die patroon byvoorbeeld 0,5 "breed is, moet die skyf 0,25" dik wees.
As u 'n skyfdikte van 0,25 "het, maar die drapatroon is, laat ons sê 0,75" en u benadering is plat. Dit beteken dat die hoekbenadering nie geskik is nie. Dit is te hoog, veral as die korrels van verskillende slypskyfies aanmekaar draai.

