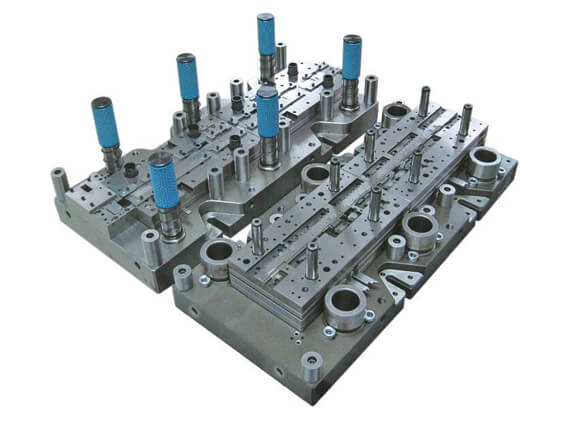

Samengestelde stempelmatrijzen Fabrikant van precisievormen
- Lange levensduur
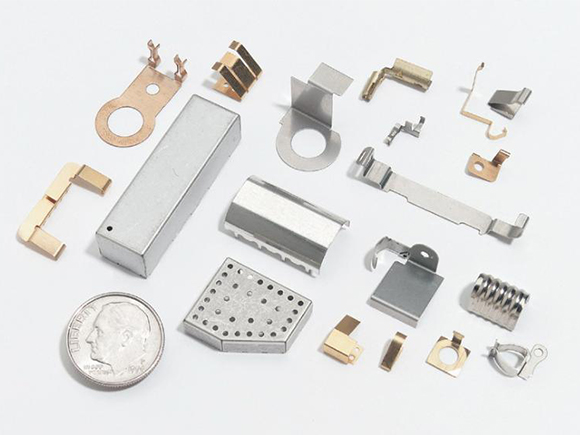
- Glad oppervlak, braamvrij
- Precisie fabricageproces
- Volgens de tekening of het monster van de klant
- Professionele service na verkoop
When you need to stamping die mold with high precision, please ask us for help. Essai offers you high quality stamping die molds in a variety of industries.
There are many forms of stamping dies. And according to the nature of the workpiece, the mold structure and mold material are classified.
According to the nature of the process:
1. Punching dies along the closed or open contour line to make the material separate mold. Such as blanking die, punching dies, cutting die, cutting die, trimming die, cutting die, etc.
2. Bending die makes the sheet blank or other blanks deform along a straight line (bending line), so as to obtain a certain angle and shape of the workpiece mold.
3. The drawing die is a die that makes the blank of the sheet material into an open hollow piece, or further changes the shape and size of the hollow piece.
4. The forming mold is a mold that directly shapes the rough or semi-finished workpiece according to the shape of the convex and concave molds, and the material itself only produces local plastic deformation. Such as bulging die, shrinking die, expanding die, undulating forming die, flanging dies.
5. De klinkmatrijs is om externe kracht te gebruiken om de onderdelen in een bepaalde volgorde en op een bepaalde manier te verbinden of te overlappen, en vervolgens een geheel te vormen volgens de mate van procescombinatie.
Procescombinatie
1. Matrijs met één proces In één slag van de pers wordt slechts één matrijs van het stempelproces voltooid.
2. Er is slechts één station voor de samengestelde mal. In één slag van de pers worden twee of meer stempelprocessen tegelijkertijd op hetzelfde station voltooid.
3. De progressieve matrijs (ook wel een continue matrijs genoemd) heeft twee of meer stations in de toevoerrichting van de plano en voltooit twee of twee passages op verschillende stations in één slag van de pers. De matrijs voor het bovengenoemde stempelproces.
4. The transfer mold combines the characteristics of single-process mold and progressive mold. Using the robot transfer system to achieve the rapid transfer of products within the mold can greatly improve the production efficiency of the product, reduce the production cost of the product, save the material cost, and have stable quality reliability.
According to the classification of product processing methods, according to different product processing methods, the molds can be divided into five categories: punching and shearing molds, bending molds, drawing molds, forming molds and compression molds.
Stamping Dies Applicable Materials
1. The deep drawing process depends on the balance of metal ductility and compression resistance. Suitable metals are steel, copper, zinc, aluminum alloy, and other metals that are easy to tear and wrinkle during the deep drawing process.
2. Because the ductility of the metal directly affects the production efficiency and quality of deep drawing, it is generally processed with metal flakes as raw materials.
Stamping Dies Design Considerations
1. The internal diameter of the cross-section of the parts formed by deep-drawing should be controlled between 5mm-500mm (0.2-16.69in).
2. The preliminary length of deep drawing is 5 times the inner diameter of the section.
3. Hoe langer de lengtelengte van het onderdeel, hoe dikker de metalen plaat, anders treedt er tijdens de bewerking oppervlaktescheuring op. Omdat tijdens het strekproces de dikte van de metalen plaat geleidelijk zal veranderen.
In het algemeen, tijden tekenen, kan de diepte van een enkele slag matrijstekening één keer worden getekend, de berekening van de tekencoëfficiënt van algemene tekenonderdelen is de diameter na strekken / de diameter vóór strekken, dat wil zeggen m1 = d1 / D0. De verhouding is 0,48 ~ 0,5, wat gemakkelijk te trekken is als deze kleiner is. De laatste rekverhouding is 0,8 ~ 0,82.
- Lange levensduur
- Glad oppervlak, braamvrij
- Precisie fabricageproces
- Volgens de tekening of het monster van de klant
- Professionele service na verkoop
GELIJKAARDIG GEVAL
Bied technische hardware-ondersteuning voor bedrijven in verschillende industrieën.


Weet u niet genoeg?
Welkom bij contact met ons op en start nu uw bedrijf!
No. 18 Central Road, Xinqiao Street, Bao'an District, Shenzhen City, 518104, Guangdong, China

