Nxjerrja e aluminit në 7 hapa të thjeshtë (Udhëzuesi më i fundit i vitit 2020)
2020-10-01Çfarë është nxjerrja e aluminit: (Udhëzuesi i nxjerrjes së profileve 2020)
Nxjerrja e aluminit Hyrje
Programet moderne kompjuterike për modelimin e nxjerrjes së aluminit janë të afta për shumë gjëra. Mund të përmirësojë në mënyrë efektive cilësinë e profileve të aluminit të extruduar edhe në fazën e dizajnit të vdesave të nxjerrjes. Modelimi kompjuterik lejon përmirësimin e cilësisë së profileve të aluminit të prodhuar sipas treguesve të mëposhtëm:
- saktësia dimensionale dhe forma e profilit
- forca dhe pamja e saldimeve
- mikrostruktura e grurit të materialit
- vetitë mekanike të materialit
What is aluminum extrusion definition?
Below is an overview of the nxjerrjes së aluminit process. It is intended as an initial introduction to this technology for press production technicians and may also be useful as information for management and support personnel.
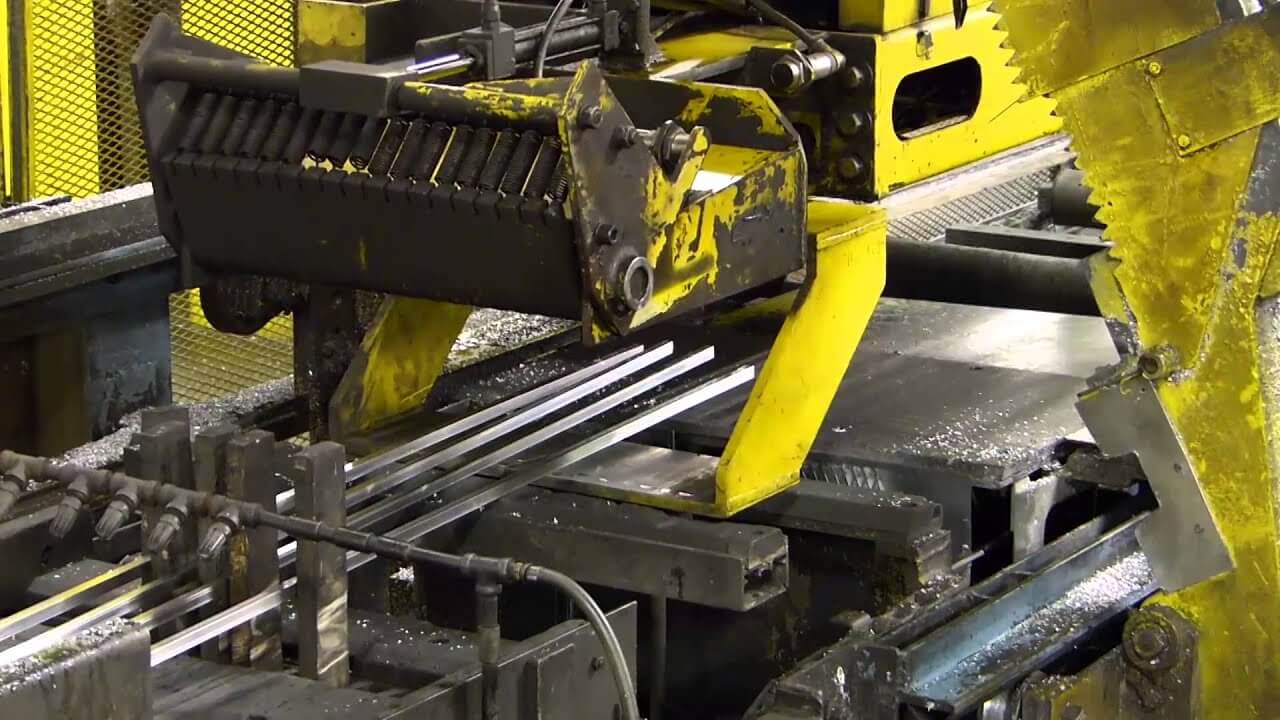
Extrusion press
Aluminum cylindrical rods - blanks - are heated and pressed through a die with one or more holes. We carry this process to obtain a profile with a given cross-section. The most common type of pressing is direct pressing. When the ram of the press pushes the aluminum blank through a stationary die.
Most of the presses for this technology are horizontal hydraulic presses. The productivity of the press depends on the size of the dies used. It can have a diameter of 100 to 1000 mm. For most extruded aluminum products, matrices with a diameter of 175 to 250 mm are used. For dies of this diameter, nxjerrjes së aluminit presses with a force of 1500 to 2000 tons are required.
Aluminum Extrusion process step by step guide
- The ram transfers the force from the main cylinder of the extrusion press to the aluminum billet. It is loaded into the container.
- A steel press washer is installed on the ram. The press washer fits into the container with a very small gap to prevent aluminum from being squeezed into the container.
- The matrix is part of the matrix set. It is made of heat-resistant tool steels.
- The spacer bolster and die holder and die set holder support the die under the influence of pressing force.
- A feeder can be installed in front of the die to expand the aluminum flow from the container to a wider area of the die.
Aluminum extrusion pressing without lubrication
Since no lubricant is used in direct pressing of aluminum, the outer layer of the workpiece is sheared off under the influence of friction against the container wall. This has a beneficial effect on the quality of extruded aluminum products.
Fakti është se shtresa e jashtme e hedhjeve të hedhura ka një përmbajtje të rritur të intermetalike që përmbajnë hekur dhe grimcave Mg 2 Si. Këto ndotës mund të jenë burime të defekteve sipërfaqësore në nxjerrjes së aluminit . Në shtypje të drejtpërdrejtë pa vajosje, ato grumbullohen në fund të pjesës së punës.
Mbetjet e shtypit dhe saldimi kryq
Kjo pjesë e boshllëkut, e quajtur mbetja e shtypit, pritet përpara se boshllëku i ri të ngarkohet në shtyp. Gjatë goditjes tjetër të punës të shtypit, alumini nga një biletë e re nën ndikimin e presionit të lartë. Dhe temperatura e rritur është ngjitur në alumin nga shufra e mëparshme.
Mbeti në matricë. Kjo krijon një produkt të vazhdueshëm alumini të extruduar. Vendi ku bashkohen dy pjesë të punës ngjitur quhet një saldim tërthor. Meqenëse profili pranë kësaj shtrese ka zvogëluar vetitë mekanike, ai zakonisht pritet dhe dërgohet për rimeli.
Ngrohja e pjesës së punës dhe mjetit shtypës
Para se të futet në shtyp, nxjerrjes së aluminit nxehet në 400-500 ºС, në varësi të aliazhit. Kjo lehtëson procesin e deformimit dhe minimizon forcimin e sforcimit të aluminit. Pjesa e nxehtë e punës është në një gjendje plastike.
The container and die are also heated to prevent the workpiece from getting colder. The dimensions of the die opening are made slightly larger than the cross-sectional dimensions of the finished extruded profile. Since during cooling, aluminum shrinks more than the tool steel from which the matrix is made.
Aluminum extrusion types
The most widely used types of dies for nxjerrjes së aluminit are:
- flat (solid) dies and
- porthole dies.
Flat dies consist of only one steel flat disc and are used to press solid profiles.
Porthole matrices consist of:
- two parts
- a matrix disk and
- a mandrel part.
This allows you to press hollow profiles and semi-hollow profiles. Both types of dies can have several pressing channels. So that several identical profiles can be pressed simultaneously.
Flat matrix
Karakteristikat më të rëndësishme të një matricë të sheshtë janë:
- dhoma pararendëse, xhepi përpara rripit të punës; zbatohet kur është e nevojshme;
- rrip pune
- zgjerimin e daljes
Jaka e punës është pjesa e nxjerrjes së aluminit në të cilën alumini merr formën e tij përfundimtare. Jaka e punës nuk shtrihet në të gjithë trashësinë e gypit, por ka një gjatësi prej 15 mm ose më pak. Kjo është për të minimizuar forcën e kërkuar të shtypjes.
Funksioni i pjesës së prodhimit në zgjerim të matricës është të sigurojë mbështetjen e nevojshme të energjisë në rripin e punës. Por duhet të bëhet pa kontakt me aluminin që del nga matrica. Për këtë, muret e pjesës së daljes drejtohen në një kënd prej rreth 5º. Dhe, përveç kësaj, ajo zakonisht ka një prag prapa rripit të punës.
Cili është funksioni i paradhomës në nxjerrjen e aluminit?
Funksioni i një xhepi të veçantë në nxjerrjes së aluminit është të mbrojë brezin e punës "të brishtë" nga dëmtimi kur ndan mbetjet e shtypit. Dhe është gjithashtu për të lehtësuar saldimin e pjesës së mbetur të pjesës së punës në matricë me copën tjetër të punës. Përveç kësaj, paradhoma përdoret si një mjet për të kontrolluar rrjedhën e aluminit.
Matrica e porthole
Siç është përmendur tashmë, ai përbëhet nga dy pjesë,
- një disk matricë
- dhe një pjesë mandrinë


Pjesa e mandrinës mund të ketë një ose disa mandrina me rripa pune që formojnë konturin e brendshëm të profilit të aluminit. Mandrinat lidhen me trupin e mandrinës me anë të urave.
Aluminum streams flow around these bridges through feed holes and re-join in welding chambers. The final shaping of the profile takes place simultaneously on the working bands of the mandrel and the matrix disk.

