Grind and welding process: How to Remove the Weld Seam
Both the Grind and welding process of metal steel sheet needs to be conducted with extreme care. After all, these processes would have a direct impact on the quality of components or products. After welding your products, you would have to provide a seamless finish.
In case, you are looking for ways to finish your product. You have come to the right place. In this article, we are going to provide you with details on how to remove and finish your weld seam.
Guide on Grind and Welding Process
Before you start with welding, you need to focus on a couple of factors. For starters, you need to understand that every process required different types of finishes. The type mainly depends upon the material and their innate finishing requirements.
For instance, carbon steel would require a different type of finishing in comparison to stainless steel. In this article, we are going to be focusing on these two materials. So, without any further delay, let us get started!
Different Types of Welds
Of course, it is important to learn about different welding types. Below, we are going to focus on these weld types for both carbons as well as stainless steel.
Carbon Steel
Metal Inert Gas Welding
If you are looking for a low-cost welding process for carbon steel, we suggest the metal inert gas welding. People often call this method as Gas Metal Arc Welding process. Despite being cost-effective, it is possible to use the technique on almost all common alloys and metals.
It is popular because it yields outstanding results. For the filling material, the technique uses a semi-automatic wire feed and the inert shielding gas. Industries around the globe consider MIG welding is the best option for thick and heavy items.
However, it tends to produce a fat weld seam. Due to these properties, MIG welding is effective for carbon steel. So, a good idea is to discuss it with your manufacturer, and they will guide you in a proper way.
Stainless Steel
For stainless steel, you would be using the Tungsten Inert Gas (TIG) welding process. TIG is more precise in comparison to some other welding processes. It makes use of a tungsten electrode for the welding purpose.
In addition, you will not find a lot of TIG expertise in the industry. It is a fairly difficult skill set to master. But, that does not mean there aren’t any out there. You just need to reach out to a reliable manufacturer and you will find the TIG expertise.
The process also takes more time in comparison to metal inert gas welding. However, it offers better and finer results. Due to these advantages, the stainless industry is prone to using TIG instead of any other welding process.
Finishing Differences
In addition to focusing on the grind and welding process, you also need to focus on the finishing of the materials. Like their welding process, both stainless steel and carbon steel have different finishing methods. In
See below to learn the difference between finishes of stainless steel and carbon steel.
Carbon Steel Finishes
The finished piece’s application has a direct impact on the type of finish you choose. After all, you need to have a clear purpose of what you plan to achieve with these finishing at the end of the day. Also, not all types of finishes are compatible with every base material.
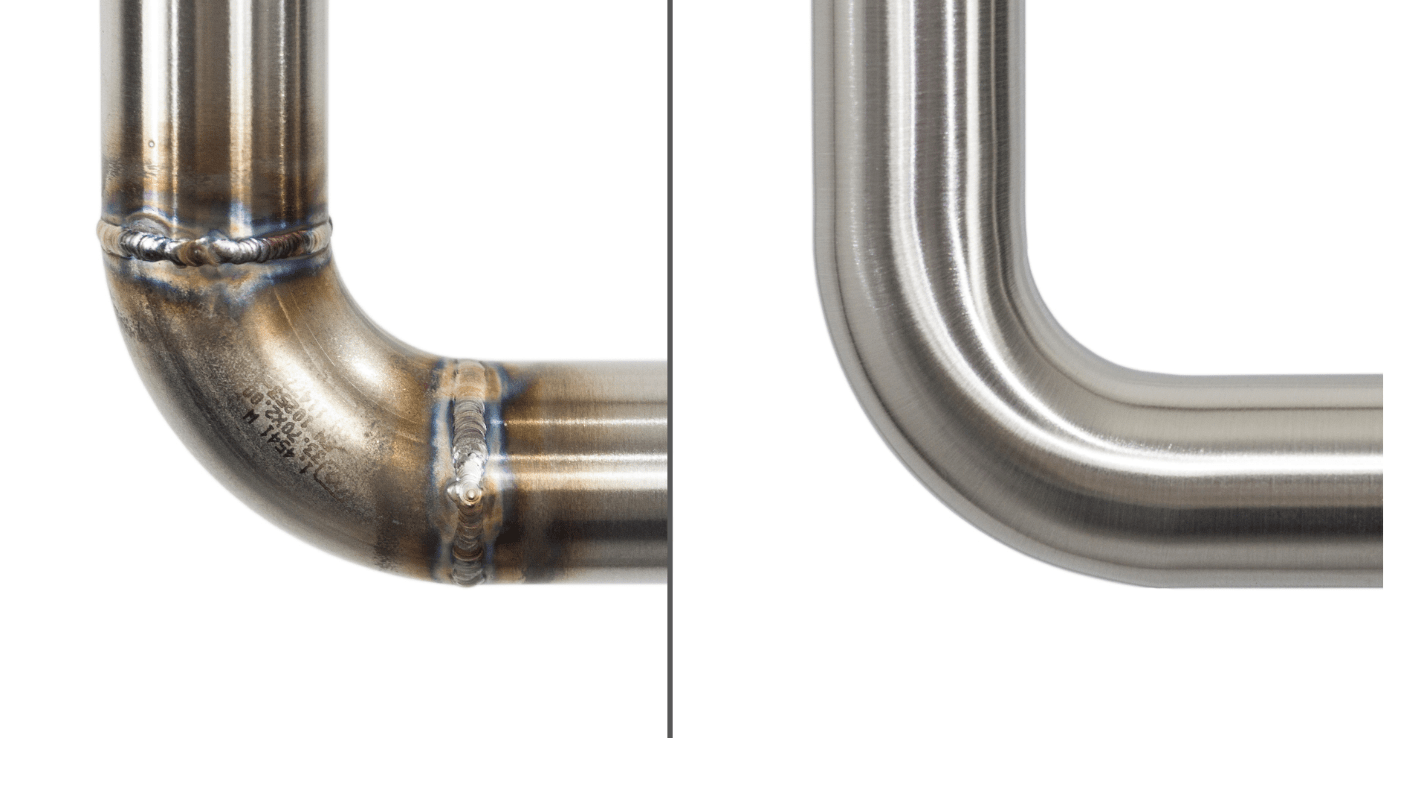
Therefore, you need to focus on the base material as well before finalizing the finish of your product or components. We will be talking about removing the weld seams, but the important thing to understand here is not that you do not have to remove all the welds seams.
There are certain weld seams that are important for the metal’s functionality. Keeping these weld seams would help the metal function more seamlessly and in a better manner. This holds true for most carbon steel applications as the seam would be invisible in most cases.
For instance, undersea applications. Even for the projects that would not be hidden from the human eye. In these cases, it is better to have unfinished welds. After all, these unfinished welds offer more strength in comparison to the finished ones.
The reason being, for finished welds, you actually have to remove a certain amount of material because of the grinding process. When it comes to finishing weld for a carbon steel process, you will be surprised by its simplicity.
You would not have to prepare the entire part or component. On the contrary, you would just have to focus on places where you plan to apply the paint. Moreover, if you want the paint to last long, we recommend having a well-scratched and rough surface.
Experience shows that well scratched and rough surfaces adhere to paint better especially when you want them to have a highly finished shine.
Stainless Steel Finishes
By now, you must know that stainless steel is stronger in comparison to carbon steel. In addition, stainless has a thinner gage in case of usage. Something modern electronics require. After all, these appliances are becoming compact day-by-day.
Stainless steel works well with commercial applications. In addition, its welding finishes have a multitude for these applications. Therefore, it is recommended to use stainless steel for modern, compact, commercial, and sophisticated applications.
For example, to add an aesthetic sense to the application, you can enjoy a highly-refined finish.
Note: In case, you are working with both materials. It is important to keep them separate especially in the finishing section. This would ensure that there is no cross-contamination when you are going from stainless steel to copper.
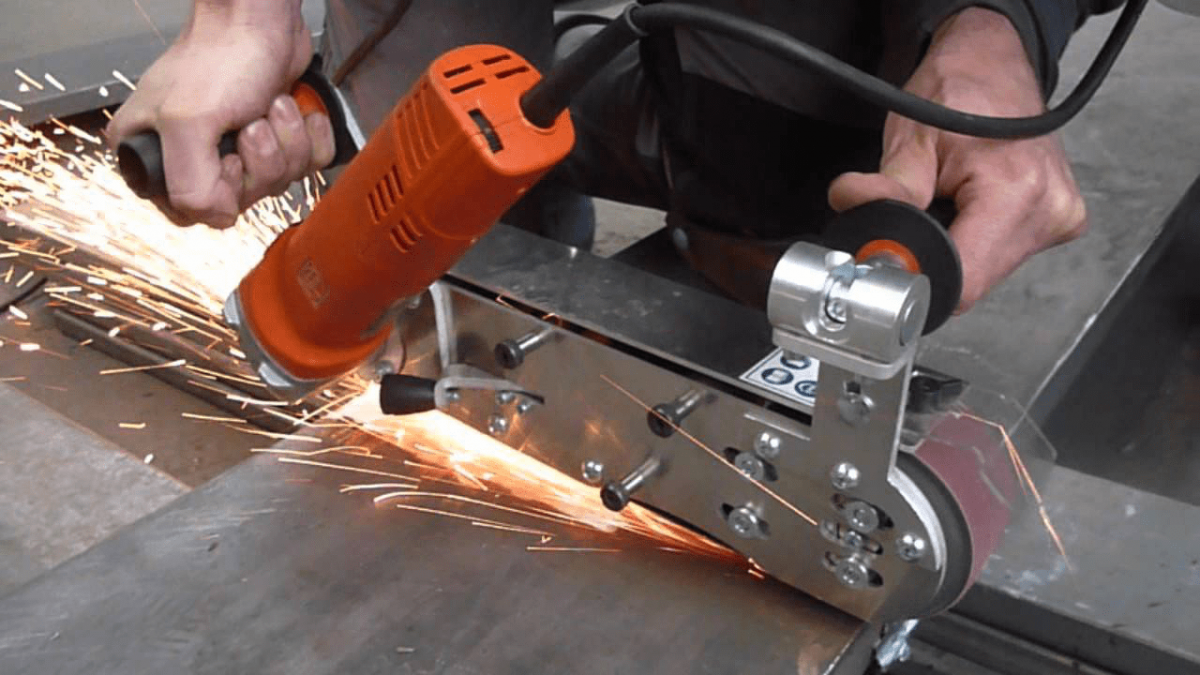
Initial Grind and Welding Process
The initial grind and welding process is usually the same. The objective clears the weld from all the excess stock. You would have to grind the joint down to a certain level. After that, you will work with the remaining parent metal.
If finishing is not your aim, then you can remove the initial stock using a simple grinding wheel. However, make sure that you wheel has an angle grinder.
Grinding Wheel
It is possible to use a grinding wheel to remove stock form both materials. However, do bear in mind that in the case of stainless steel, you need to have highly skilled workers even to achieve a passable quality result.
On the other hand, with carbon steel, you can achieve the desired results with little effort while using the grinding wheel. Just make sure that you adopt the right angel during grinding. After all, you do not want to experience pitfalls such as undercutting or gouging.
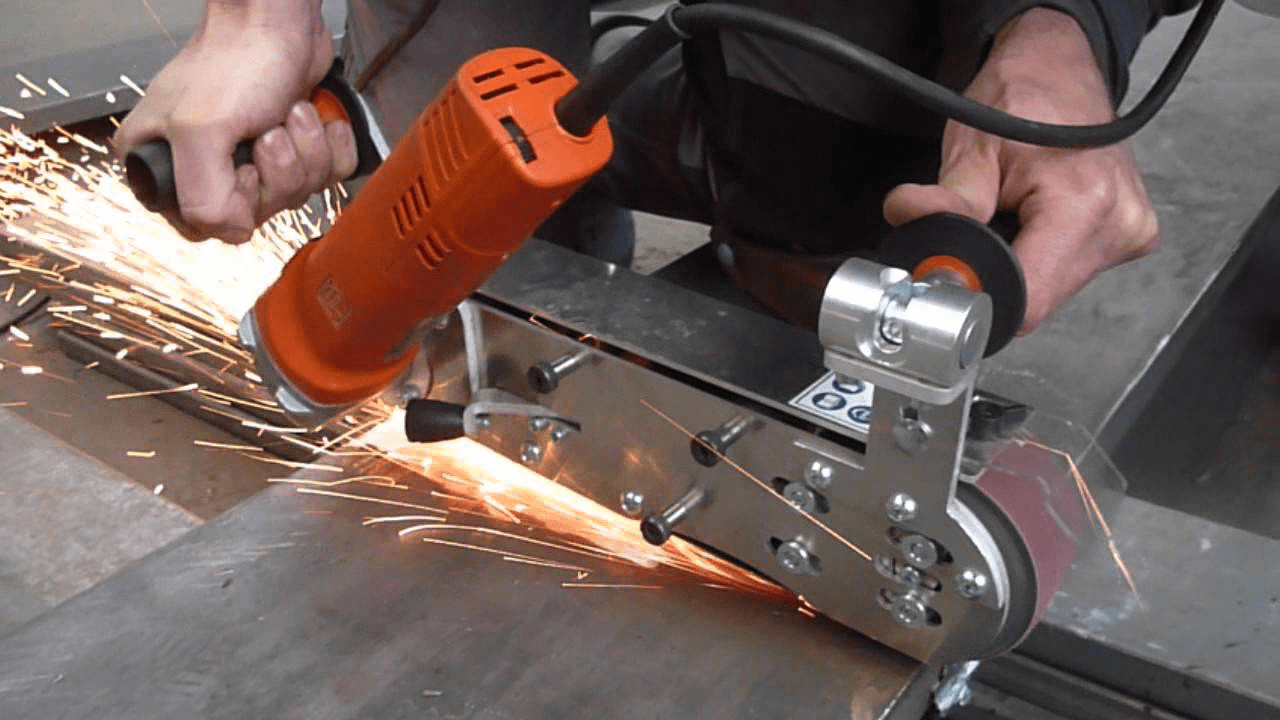
Flap Disc on Weld
For effective weld finishing, we recommend using a flap disc. They show impressive results for both carbon steel as well as stainless steel. Since they ensure long product life, therefore, they have an edge over their counterpart, standard grinding wheel.
In addition, flap disc offers superior operating control as well as comfort. They generate less noise and the quality of surface finish that they offer is outstanding. For carbon steel, you would save give and have effective results if you use the P40 coarse grit.
Take Away
A great manufacturer would always focus on the grind and welding process. After all, the manufacturer does understand its importance in terms of product life and finish. There are certain elements that contribute to deciding the right welding and grinding process.
For instance, the type of material you are planning to use, and product finish that you require among others. Like a lame man or a non-professional, you might not have the required knowledge to make this decision.
So, what are you to do? Simple, you need to reach out to consumers to us and we will answer all your queries in an effective manner. We will help you choose the right process to ensure great results. After all, it is our aim to please ours in every possible way.